
Базирование деталей при механической обработке.
Выбор баз при конструировании и изготовлении деталей существенно влияет на точность машины. Конструктор рассматривает все поверхности детали, связанные размерами и участвующие в работе механизма, исходя из чего, устанавливает точности размеров и взаимное расположение поверхностей. При обработке заготовки на станках возникает ряд погрешностей, одно из которых является погрешность установки. С этих позиций поверхности разделяют на: 1)Обрабатываемые. 2)Поверхности, с помощью которых ориентируют заготовку на станке относительно инструмента. 3)Поверхности, от которых ведут отсчёт размеров обработки. 4)Сводные поверхности. Поверхности заготовки или сборочной единицы ориентирующие её при установке для обработки на станке называют базами. Базирование - предание заготовке или сборочной единице требуемого положения относительно системы координат.
По назначению различают следующие виды баз: 1. Конструкторская база – поверхность, линия или точка на рабочем чертеже детали, относительно которых конструктор задает размеры и взаимное положение других поверхностей. 2. Технологическая база – поверхность, используемая для определения положения заготовки в процессе изготовления или ремонта. 3. Измерительная база – поверхность, используемая для определения относительного положения заготовки и средств измерения (от которых производится отсчет). При базировании встречаются явные и скрытые базы. Явные базы представляют собой реальные поверхности. А скрытые базы представляют собой воображаемую ось или точку (ось вращения вала).
13. Выбор баз и погрешности базирования. Точность детали во многом зависит от расположения поверхностей, принятых за технологические базы. Следовательно, фактическая точность размеров будет наивысшей при простановке размеров от поверхностей, выбранных в качестве технологических баз. Лучшие результаты по точности достигаются совмещением конструкторской, технологической и измерительной баз. Проточить поверхности d, Д с подрезкой торцов в размер А и Б заданных от поверхности В. Принятая схема базирования заготовки обеспечивает совмещение технологической с измерительной базы В, что повышает точность обработки. У заготовки с размером по высоте А требуется обработать паз на глубину Б, при отсчете размера В от поверхности Б, являющейся измерительной базой. Если при обработке этого паза заготовка будет установлена на столе фрезерного станка поверхностью Г, а настройка фезы будет выполнена по размеру. В, то можно составить уравнение размерной цепи: Б=А-В, где Б-замыкающее звено. В этом случае допуск замыкающего звена Бб=Аб+Вб, это указывает на снижение обработки. При разработке технологических процессов правильное назначение технологических баз способствует точности обработки или сборки. Пов-ть загот-ки или сборочной единицы, принятая за технологическую базу должна быть обработана с надлежащей (ближайшей) точностью и шероховатостью. При обработке такой поверхности заготовку базируют по черновой базе (необработанной При обработке заготовок сложной конструкции (блок цилиндров) черновые базовые поверхности подвергают зачистке. Черновая база применяется только 1 раз. Если у детали не окажется поверхности, достаточной для надежного базирования, то делают приливы,бобышки дополнительно. Для получения высокой точности детали следует стремиться к принципу единства технологических баз, т.е. использование одних и тех же технологических баз во всех операциях. Погрешность базирования представляет собой отклонение фактически достигнутого положения заготовки при базировании от требуемого. Если технологическая база совпадает с измерительной, то погрешность базирования=0, поскольку отсчёт ведётся от измерительной базы. Разработав схему базирования заготовки можно произвести расчёт погрешности базирования.
|
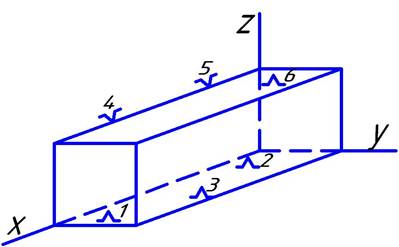 На чертежах фиксируют опорными точками:
На чертежах фиксируют опорными точками:


