Краткие теоретические сведения. Ручная электродуговая сварка (РЭДС) – это сварка плавлением
Ручная электродуговая сварка (РЭДС) – это сварка плавлением. Источником теплоты, необходимой для расплавления кромок соединяемых изделий, при РЭДС является электрическая дуга, которая горит между двумя электродами (одним из которых является заготовка). Электрическая дуга является мощным стабильным электрическим разрядом в ионизированной газовой среде. При низкой температуре газ не проводит электрический ток. Газ может проводить электрический ток лишь в том случае, если его молекулы разделяются на положительные и отрицательные частицы – ионы (ионизируются). Ионизация газа происходит при высокой температуре под действием электрического поля.
а б
в г
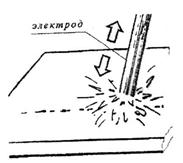
Рис. 6.1. Зажигание электрической дуги: а – короткое замыкание; б, в, г – этапы формирования стабильной дуги
На рис. 6.1 схематически показан процесс зажигания дуги при сварке. Он состоит из трех этапов: короткое замыкание электрода (катода) на заготовку (анод); отвод электрода на расстояние 3–6 мм; возникновение устойчивого дугового разряда. Короткое замыкание (рис. 6.1, а) производится с целью разогрева электрода и основного металла в зоне их контакта. После отвода электрода (рис. 6.1, б) с его разогретого торца под действием электрического поля происходит эмиссия электронов (рис. 6.1, в). Ионизация газа при соударениях его молекул с электронами, которые вырываются с поверхности катода, возрастает с увеличением силы тока (так как увеличивается кинетическая энергия электронов). В результате ионизации (рис. 6.1, в) электропроводность дугового промежутка соответствует электропроводности металлов и обеспечивает поддержание устойчивого разряда при прохождении тока. Процесс зажигания дуги заканчивается образованием стабильного электрического разряда (рис. 6.1, г). Основаниями столба дуги служат резко ограниченные области на поверхности электродов – электродные пятна (катодное и анодное). В дуге происходит взаимная бомбардировка катода положительными ионами и анода электронами; в результате этого кинетическая энергия частиц переходит в тепловую. Происходит нагрев, способствующий расплавлению электрода и основного металла. При сварке заготовку принято называть основным металлом. Электрическая дуга является концентрированным источником тепла с очень высокой температурой. Температура столба дуги достигает 6000 °С, а температура анодного и катодного пятна на металле находится в пределах 2000–3000 °С. Сварочный электрод после зажигания дуги перемещают вдоль кромок свариваемых изделий вручную (рис. 6.2). Дуга горит между стержнем электрода 7 и металлом 1, расплавленный металл стержня электрода каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6. Состав покрытия подбирается так, чтобы вокруг дуги создавалась газовая среда 5, и образовывался жидкий шлак 4. Газовая среда защищает дугу от воздуха и стабилизирует ее горение за счет ионизации. Шлак защищает металл от окисления и насыщения азотом. По мере перемещения дуги вдоль заготовок сварочная ванна затвердевает и образует сварной шов 2 (рис. 6.2). Шлак замедляет охлаждение металла, способствует уплотнению шва. Застывший шлак образует твердую корку 3.
Рис. 6.2. Схема дуговой электросварки металлическим покрытым электродом: 1 – свариваемый металл; 2 – сварной шов (наплавленный металл); 3 – твердая шлаковая корка; 4 – жидкая шлаковая ванна; 5 – газовая защитная атмосфера; 6 – покрытие электрода; 7 – металлический стержень из сварочной проволоки;
|