Или 7.2 7.4 или 7.5 характеристике
5. Получить разрешение учебного мастера провести наладку станка и настроить его на заданную операцию. Полученные значения параметров элементов режима резания занести в табл. 7.6.
Таблица 7.6
Примерные образцы заданий:
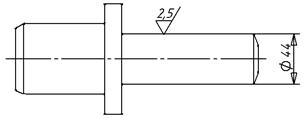
Рис. 7.4. Задание 1. Вал, изготовленный из стали 40Х, г. к. круглая, диаметр 46
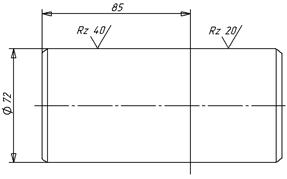
Рис. 7.5. Задание 2. Вал, изготовленный из стали 20, г. к. круглая, диаметр 80
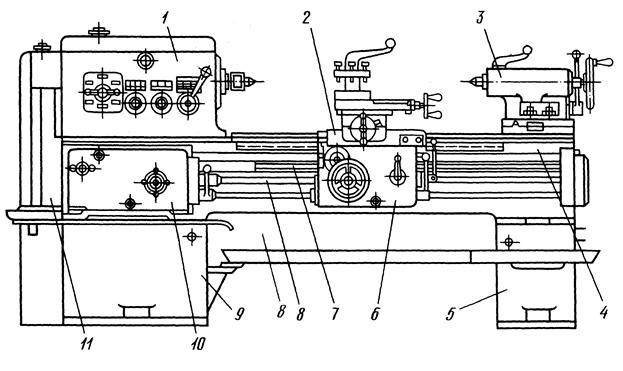
Устройство токарно-винторезного станка показано на рис. 7.6. Станина 4 с призматическими направляющими служит для монтажа узлов станка и закреплена на тумбах. В передней тумбе 9 смонтирован электродвигатель главного привода станка, в задней тумбе 5 – бак для смазочно-охлаждающей жидкости и насосная станция. В передней бабке 1 смонтированы коробка скоростей станка и шпиндель (рабочий вал). Механизмы и передачи коробки скоростей позволяют получать разные частоты вращения шпинделя. На шпинделе закрепляют зажимные приспособления для передачи крутящего момента обрабатываемой заготовке. На лицевой стороне передней бабки установлена панель управления механизмами коробки скоростей.
Рис. 7.6. Токарно-винторезный станок 1 – передняя бабка; 2 – продольный суппорт; 3 – задняя бабка; 4 – станина; 5 и 9 – тумбы; 6 – фартук; 7 – ходовой винт; 8 – ходовой валик; 10 – коробка подач; 11 – гитары сменных шестерен
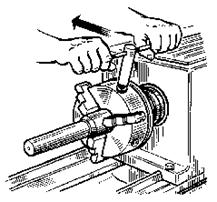
Коробку подач 10 крепят к лицевой стороне станины. В коробке смонтированы механизмы и передачи, позволяющие получать разные скорости движения суппортов. Продольный суппорт 2 перемещается по направляющим станины и обеспечивает продольную подачу резцу. По направляющим продольного суппорта перпендикулярно к оси вращения заготовки перемещается поперечная каретка, на которой смонтирован верхний суппорт. Поперечная каретка обеспечивает поперечную подачу резцу. На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель, в котором можно одновременно закреплять четыре резца. К продольному суппорту 2 крепят фартук 6. В фартуке смонтированы механизмы и передачи, преобразующие вращательное движение ходового валика 8 или ходового винта 7 в поступательные движения суппортов. Задняя бабка 3 установлена с правой стороны станины и перемещается по ее направляющим. В пиноли задней бабки устанавливают задний центр или инструмент для обработки отверстий (сверла, зенкеры, развертки). Настройка и наладка станка – это установка полученных режимов резания на станке, закрепление заготовки и инструмента (рис. 7.5-7.7).
Рис. 7.9. Сверло, закрепленное в коническое отверстие в пиноли задней бабки Контрольные вопросы
1. Объясните устройство токарно-винторезного станка по чертежу общего вида. 2. Какие приспособления применяются на токарно-винторезном станке для установки и закрепления обрабатываемой детали?
|