Основные методы обработки плоскостей
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 1. Строгание
| продольная подача резца (на поперечно-строгальном станке)
| 
 , мин; , мин;  ; ;  b – ширина строгаемой поверхности, мм, b 1 – врезание резца, мм, b 2 – боковые сходы резца, мм, I – число рабочих ходов, n – число двойных ходов резца в минуту, S – подача резца на один двойной ход стола в мм, V рх – скорость рабочего хода стола, L – длина хода стола, l – длина строгаемой поверхности, мм, l1 – подход резца, мм, L = l + l1 + l2, l2 – перебег резца, мм, V хх – скорость холостого хода стола, м/мин; l2 – перебег резца, мм, –
b – ширина строгаемой поверхности, мм, b 1 – врезание резца, мм, b 2 – боковые сходы резца, мм, I – число рабочих ходов, n – число двойных ходов резца в минуту, S – подача резца на один двойной ход стола в мм, V рх – скорость рабочего хода стола, L – длина хода стола, l – длина строгаемой поверхности, мм, l1 – подход резца, мм, L = l + l1 + l2, l2 – перебег резца, мм, V хх – скорость холостого хода стола, м/мин; l2 – перебег резца, мм, –
| черновое
12–11
чистовое
11–9
тонкое
9–7
| черновое
12, 5–6, 3
чистовое
3, 2–1, 6
тонкое
1, 25–0, 32
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| V хх – скорость холостого хода стола, м/мин
|
|
| | 2. Долбление
| вертикальная на долбежном станке
| Долбление шпоночной канавки
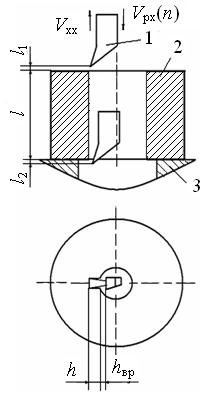
| 1 – резец, 2 – заготовка, 3 – подставка
|
| черновое
12–11
чистовое
11–9
тонкое
9–7
| черновое
12, 5–6, 3
чистовое
3, 2–1, 6
тонкое
1, 25–0, 32
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
|  , мин; , мин;  ; ;  где h – глубина шпоночного паза, мм; h вр – величина врезания долбежного резца; n – число двойных ходов долбежного резца в минуту; S – поперечная подача, мм/дв.х.;
где h – глубина шпоночного паза, мм; h вр – величина врезания долбежного резца; n – число двойных ходов долбежного резца в минуту; S – поперечная подача, мм/дв.х.;
 ,
где L – расчетная длина в мм; l – длина обрабатываемой поверхности, мм; l1 и l2 – длины врезания и перебега резца, мм. ,
где L – расчетная длина в мм; l – длина обрабатываемой поверхности, мм; l1 и l2 – длины врезания и перебега резца, мм.
|
|
|
Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 3. Протягивание
| вертикальная на вертикально-протяжных станках
| 
| 1 – заготовка, 2 – протяжка, 3 – приспособление для закрепления заготовки
| Формулы для определения основного времени те же, что и при протягивании отверстий
| Черновое
3, 2–1, 6
Чистовое
9–6
| Черновое
3, 2–1, 6
Чистовое
1, 6–0, 4
| | 4. Фрезерование
| цилиндрическое с продольной подачей заготовки на горизонтально-фрезерном станке
| 
| черновое
чистовое
11–9
тонкое
9–7
| черновое
12, 5
чистовое
3, 2–1, 6
тонкое
1, 25–0, 32
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
|  , ,  ,
где l о – длина обрабатываемой поверхности, мм; l вр и l п – длина врезания и перебега фрезы в мм; S м – минутная подача, мм/мин; Sz – подача на зуб фрезы, мм/зуб; Z – число зубьев фрезы; I – число рабочих ходов фрезы;
I = a / t, где а – величина снижаемого припуска, мм; t – глубина резания в мм ,
где l о – длина обрабатываемой поверхности, мм; l вр и l п – длина врезания и перебега фрезы в мм; S м – минутная подача, мм/мин; Sz – подача на зуб фрезы, мм/зуб; Z – число зубьев фрезы; I – число рабочих ходов фрезы;
I = a / t, где а – величина снижаемого припуска, мм; t – глубина резания в мм
|
|
| | торцевое с продольной подачей заготовки на вертикально-фрезерном станке
|  Формулы для определения основного времени те же, что и при цилиндрическом фрезеровании
Формулы для определения основного времени те же, что и при цилиндрическом фрезеровании
| черновое
12–11
чистовое
11–9
тонкое
9–7
| черновое
12, 5–6, 3
чистовое
3, 2 – 1, 6
тонкое
1, 25–0, 32
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 5. Шлифование
| с продольной подачей
периферией шлифовального круга на станках с прямоугольным столом
| 
 ,
где b – ширина шлифуемой поверхности, мм; b 1 – боковой сход шлифовального круга; S шир – поперечная подача по ширине детали в мм на двойной ход; S в – вертикальная подача шлифовального круга на один двойной ход стола в мм; n дв.х – число двойных ходов ,
где b – ширина шлифуемой поверхности, мм; b 1 – боковой сход шлифовального круга; S шир – поперечная подача по ширине детали в мм на двойной ход; S в – вертикальная подача шлифовального круга на один двойной ход стола в мм; n дв.х – число двойных ходов
| предварительное
7–10
чистовое
6–9
тонкое
5–7
| предварительное
1, 25–2, 5
чистовое
0, 32–2, 5
тонкое
0, 08–0, 63
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| двойной ход стола в мм;
 , ,
где l о – длина шлифуемой поверхности в мм; l 1 и l 2 – длина врезания и перебега шлифовального круга в мм; m – число одновременно шлифуемых заготовок; k – коэффициент шлифования , ,
где l о – длина шлифуемой поверхности в мм; l 1 и l 2 – длина врезания и перебега шлифовального круга в мм; m – число одновременно шлифуемых заготовок; k – коэффициент шлифования
|
|
| | с круговой подачей стола со скоростью V ст м/мин периферией шлифовального круга на станках с круглым столом
| 
| предварительное
7–10
чистовое
6–9
тонкое
5–7
| предварительное
1, 25–2, 5
чистовое
0, 32–2, 5
тонкое
0, 08–0, 63
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| ,
где b – ширина детали, мм; b 1 – длина врезания и перебега шлифовального круга, мм; S в – вертикальная подача шлифовального круга на один оборот стола в мм
|
|
| |
| с продольной подачей стола со скоростью V ст, м/мин, торцем шлифовального круга на станках с прямоугольным столом
| 
| предварительное
7–10
чистовое
6–9
тонкое
5–7
| предварительное
1, 25–2, 5
чистовое
0, 32–2, 5
тонкое
0, 08–0, 63
| Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| L – длина обрабатываемой поверхности, мм, а – припуск в мм, V пр.х – скорость продольного хода стола в м/мин
|
|
| |
| с круговой подачей стола со скоростью V ст, м/мин, торцем шлифовального круга на станках с круглым столом
| 
 ,
n – число оборотов стола в минуту ,
n – число оборотов стола в минуту
| предварительное
7–10
чистовое
6–9
тонкое
5–7
| предварительное
1, 25–2, 5
чистовое
0, 32 – 2, 5
тонкое
0, 08–0, 63
|
Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 6. Шабрение
| ручная (слесарная операция)
|  1 – шабер, 2 – заготовка, 3 – пятно краски, остающейся на шабреной поверхности от поперечной плиты, заранее покрытой краской. Число пятен краски, приходящихся на квадрат обработанной поверхности размером 25´ 25 мм2 характеризует отклонение от плоскости детали (например, для поверхностей средней (обычной) точности число пятен должно быть 20-25)
1 – шабер, 2 – заготовка, 3 – пятно краски, остающейся на шабреной поверхности от поперечной плиты, заранее покрытой краской. Число пятен краски, приходящихся на квадрат обработанной поверхности размером 25´ 25 мм2 характеризует отклонение от плоскости детали (например, для поверхностей средней (обычной) точности число пятен должно быть 20-25)
 ,
где t 1 – время на шабрение 1 см2 поверхности в мин (дается в нормативах); F – площадь обрабатываемой поверхности в см2; k – коэффициент, учитывающий ,
где t 1 – время на шабрение 1 см2 поверхности в мин (дается в нормативах); F – площадь обрабатываемой поверхности в см2; k – коэффициент, учитывающий
|
| 0, 08–0, 63
уменьшает отклонение от плоскости
|
Продолжение табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| условия обработки
|
|
| | 7. Притирка (доводка)
| сложная траектория вращения заготовок
|  1 – диски притиры, 2 – заготовки, 3 – сепаратор
е – величина эксцентриситета оси чугунных дисков
и сепаратора, V 1, V 2 – скорости вращения дисков –
притирки
1 – диски притиры, 2 – заготовки, 3 – сепаратор
е – величина эксцентриситета оси чугунных дисков
и сепаратора, V 1, V 2 – скорости вращения дисков –
притирки
|
| 0, 08–0, 63
уменьшает отклонение от плоскости
| Окончание табл. 1.15
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
|
| Т о определяется по нормативам
|
|
| | 8. Обкатывание роликами
| с заданным усилием прижима ролика к заготовкам
|  1 – ролик, 2 – накатник, 3 – обрабатываемая плоскость, Р – усилие прижима ролика к заготовке,
V р – скорость вращения ролика, S – подача
Т о определяется по нормативам
1 – ролик, 2 – накатник, 3 – обрабатываемая плоскость, Р – усилие прижима ролика к заготовке,
V р – скорость вращения ролика, S – подача
Т о определяется по нормативам
|
| 0, 08–0, 63
уменьшает отклонение от плоскости
|

Расчетные и графические задания Равновесный объем - это объем, определяемый равенством спроса и предложения...
|

Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
|

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|
Основные симптомы при заболеваниях органов кровообращения При болезнях органов кровообращения больные могут предъявлять различные жалобы: боли в области сердца и за грудиной, одышка, сердцебиение, перебои в сердце, удушье, отеки, цианоз головная боль, увеличение печени, слабость...
Вопрос 1. Коллективные средства защиты: вентиляция, освещение, защита от шума и вибрации Коллективные средства защиты: вентиляция, освещение, защита от шума и вибрации
К коллективным средствам защиты относятся: вентиляция, отопление, освещение, защита от шума и вибрации...
Задержки и неисправности пистолета Макарова 1.Что может произойти при стрельбе из пистолета, если загрязнятся пазы на рамке...
|
Признаки классификации безопасности Можно выделить следующие признаки классификации безопасности.
1. По признаку масштабности принято различать следующие относительно самостоятельные геополитические уровни и виды безопасности.
1.1. Международная безопасность (глобальная и...
Прием и регистрация больных Пути госпитализации больных в стационар могут быть различны. В центральное приемное отделение больные могут быть доставлены:
1) машиной скорой медицинской помощи в случае возникновения острого или обострения хронического заболевания...
ПУНКЦИЯ И КАТЕТЕРИЗАЦИЯ ПОДКЛЮЧИЧНОЙ ВЕНЫ
Пункцию и катетеризацию подключичной вены обычно производит хирург или анестезиолог, иногда — специально обученный терапевт...
|
|
