Методы обработки наружных цилиндрических поверхностей
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 1. Точение
| продольная
инструмента на станках токарной группы
| 
 ; ;  где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на станках
токарной группы
| 
 ; ;  ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм. ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм.
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 2. Шлифование
| продольная на круглошлифовальных станках
| 
 ; ;  ; ;  где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная (врезания) на круглошлифовальных станках
| 

| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| угловая (врезанная) на круглошлифовальных станках
| 
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
| | 3. Притирка
| продольная на токарных станках
| 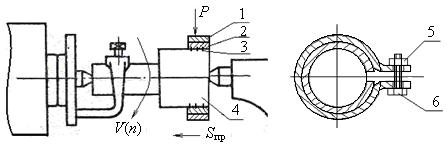 1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
| 5–3
| 0, 63–0, 08
| Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
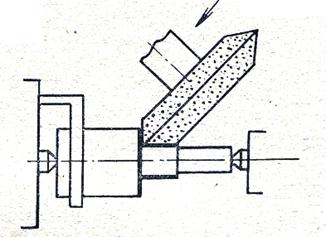
| | 4. Суперфиниш
| продольная на суперфинишном станке
|  Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
| 5–3
| 0, 63–0, 08
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 5. Полирование
| круговая на полировальном станке
|  Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
| 6–3
| 0, 08–0, 01
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 6. Обкатывания роликом
| продольная на модернизированном токарном станке
|  1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|
Окончание табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на модернизированном токарном станке
|  S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|

Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
|

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|
Разновидности сальников для насосов и правильный уход за ними
Сальники, используемые в насосном оборудовании, служат для герметизации пространства образованного кожухом и рабочим валом, выходящим через корпус наружу...
Дренирование желчных протоков Показаниями к дренированию желчных протоков являются декомпрессия на фоне внутрипротоковой гипертензии, интраоперационная холангиография, контроль за динамикой восстановления пассажа желчи в 12-перстную кишку...
Деятельность сестер милосердия общин Красного Креста ярко проявилась в период Тритоны – интервалы, в которых содержится три тона. К тритонам относятся увеличенная кварта (ув.4) и уменьшенная квинта (ум.5). Их можно построить на ступенях натурального и гармонического мажора и минора.
...
|
Виды и жанры театрализованных представлений
Проживание бронируется и оплачивается слушателями самостоятельно...
Что происходит при встрече с близнецовым пламенем
Если встреча с родственной душой может произойти достаточно спокойно – то встреча с близнецовым пламенем всегда подобна вспышке...
Реостаты и резисторы силовой цепи. Реостаты и резисторы силовой цепи.
Резисторы и реостаты предназначены для ограничения тока в электрических цепях. В зависимости от назначения различают пусковые...
|
|
