Двусторонний зазор z между матрицей и пуансоном штампа в мм
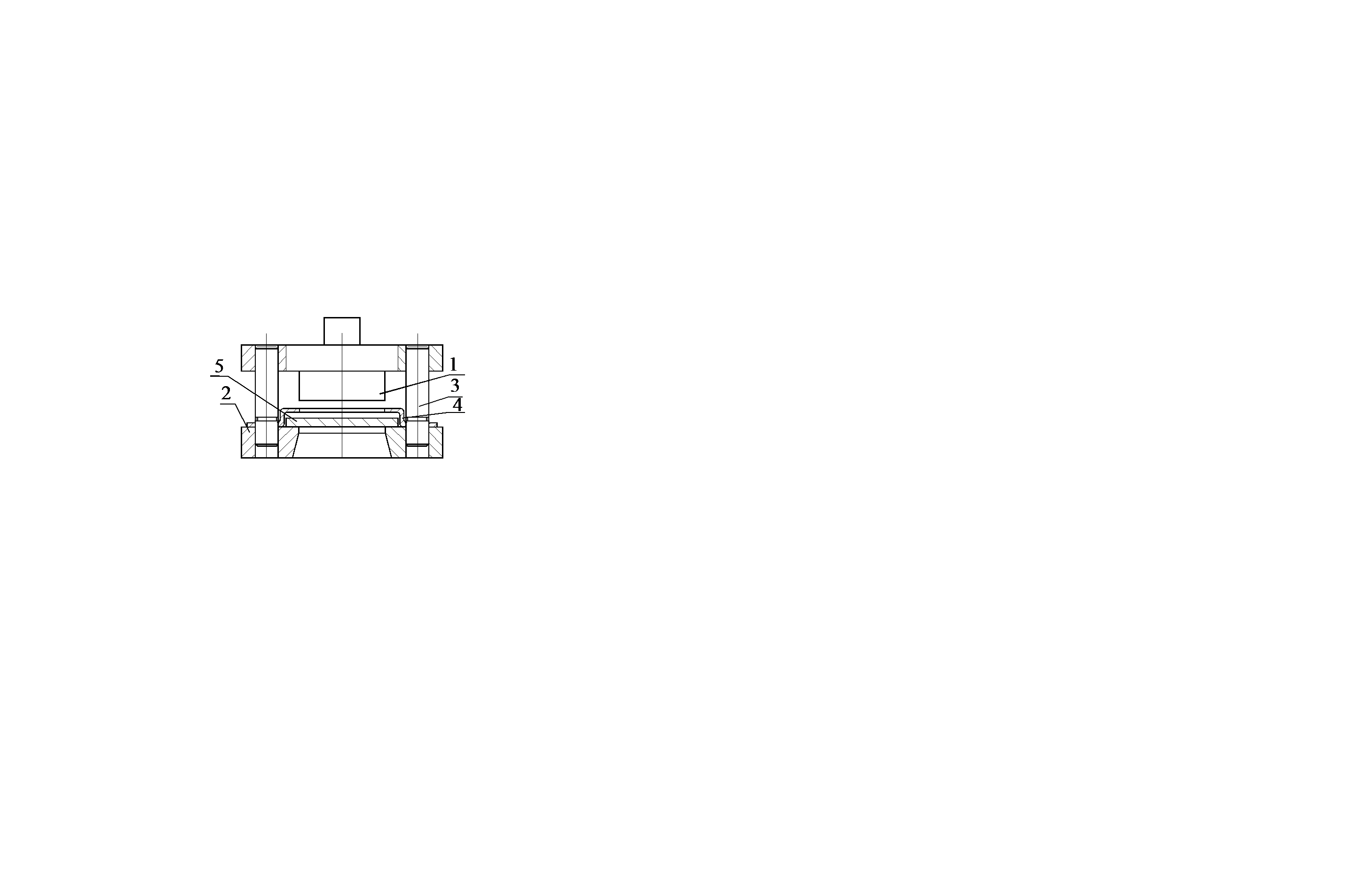
Далее для каждого из этих элементов матрицы и пуансона определяют исполнительные размеры. Рис. 4.1.24.
Рис.4.1.24. 1) Исполнительные размеры элементов, уменьшающихся при износе штампа (матрицы и пуансона) определяют по формуле А = (а + 0, 8 Где А – исполнительный размер на матрице или пуансоне; а– размер детали, соответствующий размеру на матрице и пуансоне;
2) Исполнительные размеры элементов, увеличивающихся при износе штампа, определяют из условия В = (b-0, 8 Где В – исполнительный размер на матрице или пуансоне; b – величина размера детали, соответствующего размеру В на матрице или пуансоне. Исполнительные размеры элементов, не изменяющиеся при износе частей штампа, подсчитываются по формуле С = (с где С – размеры, относящиеся к штампу, с – размеры относящиеся к детали. Исполнительные размеры с соответствующими допусками проставляют на рабочем чертеже матрицы, когда штамп предназначен для вырубки заготовки по внешнему контуру или на чертеже пуансона, когда штамп предназначен для вырубки отверстия требуемой формы.
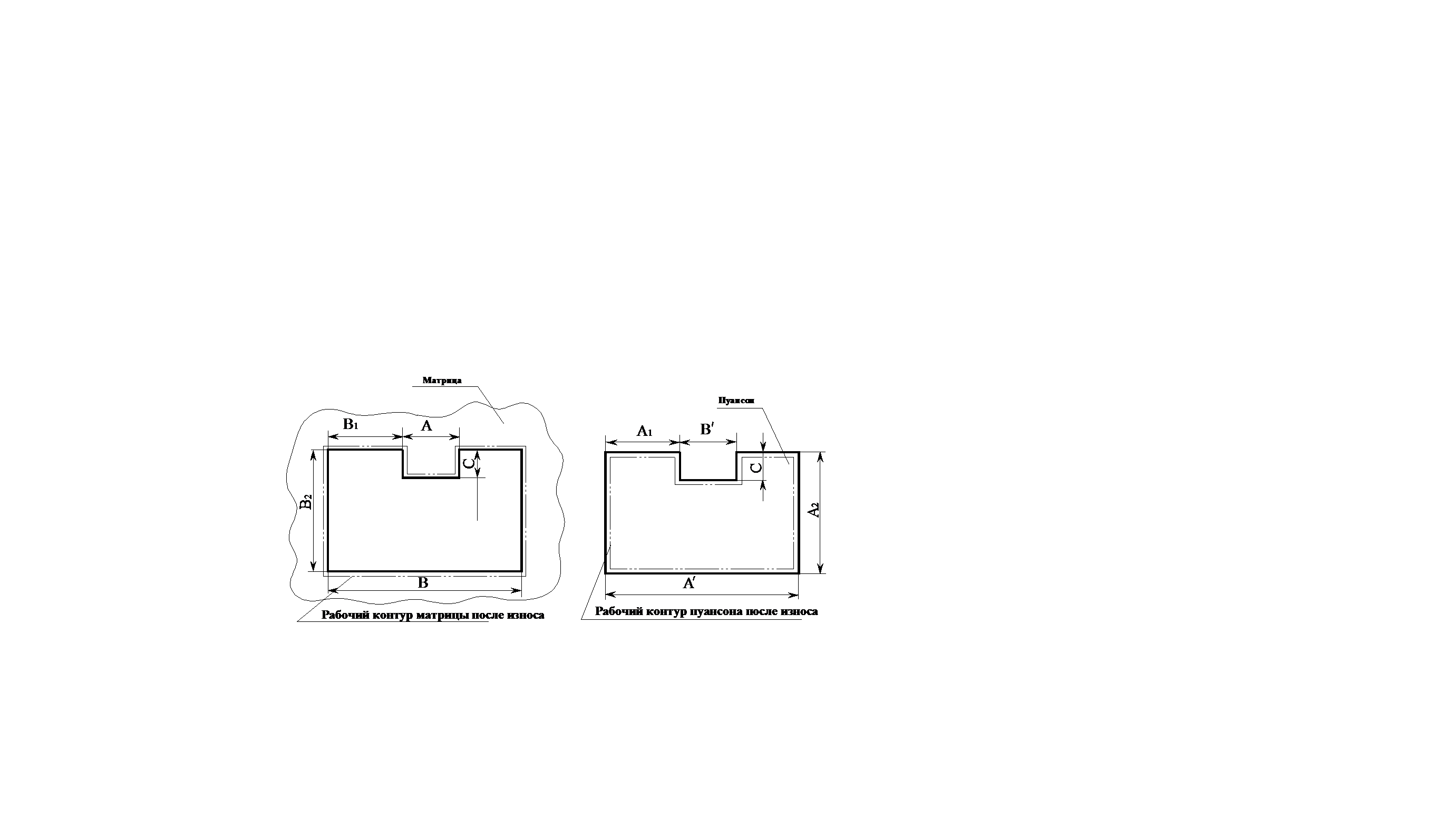
Рис.4.1.25. По расчётам были получены следующие размеры матрицы для вырубки внешнего контура детали рис. 4.1.25 (б).и пуансона. а) Размер, уменьшающийся при износе штампа,
б) размеры, увеличивающиеся при износе штампа,
в) Размер, остающийся неизменным при износе штампа,
Приведённые размеры нанесены на чертёж матрицы предназначенной для вырубки внешнего контура детали Рис.5.38 (а). Сопрягаемый с данной матрицей пуансон для вырубки внешнего контура детали имеет те же размеры, что и матрица, но уменьшенные на величину зазора z/2 на сторону, т.е на 0, 04- 0, 07 мм. На чертеже пуансона проставляют размеры матрицы без допусков и делают надпись «Режущий контур пригнать и проверить по матрице с зазором 0, 04-0, 07 мм. на сторону». Размеры пуансона для вырубки отверстия в детали приведены на Рис. 3.3.25 (в). При изготовлении заготовок и деталей, имеющих свободные размеры, исполнительные размеры рабочих элементов матриц и пуансонов рассчитывают по формуле
где L – размер соответствующего элемента матрицы и пуансона; l - номинальный размер детали;
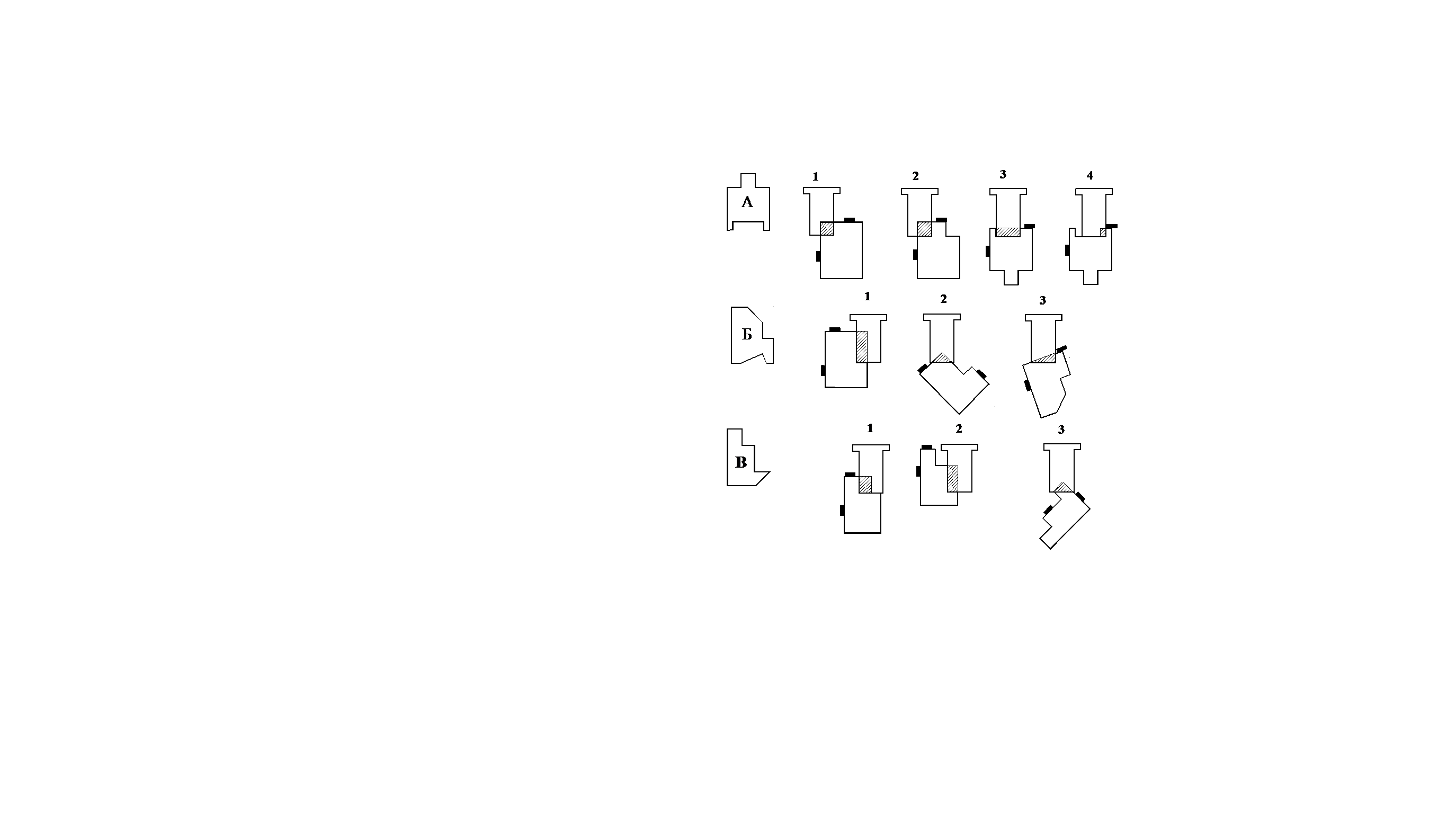
Применяемые в авиационной промышленности штампы можно объединить в следующие группы: а) по назначению и характеру выполняемых работ: - вырубные штампы, когда отделяемая часть является изделием; - дыропробивные штампы, когда отделяемая часть является отходом; - отрезные штампы, когда одна деталь отделяется от другой; б) по конструктивным признакам; - штампы открытые, без направляющих. Эти штампы дёшевы в изготовлении и пригодны только для грубых работ, так как для них требуется увеличенный против обычной величины зазор z. Установка и центрирование матрицы относительно пуансона в этих штампах занимает много времени и зависит от состояния поверхностей направляющих ползуна пресса; - штампы с направляющими Рис.4.1.26. Эти штампы обеспечивают большую точность воспроизведения контура детали и устанавливаются на прессе. Эта группа штампов является наиболее распространённой. Вырубные штампы по характеру действия подразделяются на штампы: простого действия, последовательного действия, совмещённого действия, группового раскроя и универсальные. и устанавливаются на прессе. Эта группа штампов является наиболее распространённой. Вырубные штампы по характеру действия подразделяются на штампы: простого действия, последовательного действия, совмещённого действия, группового раскроя и универсальные. В вырубном штампе простого действия рис.4.1.26. за один ход пресса изготовляется одна деталь или пробивается одно отверстие. В штампах последовательного действия заготовка или деталь изготовляется за два или более ходов пресса. Штампы совмещённого действия Рис.4.1.26. с технологической точки зрения наиболее совершенны. За один рабочий ход пресса на них вырубается деталь по внешнему контуру и пробиваются соответствующие отверст В штампах совмещённого действия можно не только выполнять операции вырубки, но и операции вытяжки Штампы совмещённого действия очень дороги, их применение экономически целесообразно только при больших программах или при высоких требованиях к точности размеров детали и точности взаимного расположения вырубаемых в ней контуров. В штампах группового раскроя за один ход пресса вырубается несколько деталей одновременно. Применение таких штампов повышает производительность труда и снижает стоимость деталей. Производительность труда увеличивается в результате сокращения времени на переналадку пресса, так как штамп группового раскроя устанавливается один раз на всю группу деталей, в то время как при применении одиночных штампов для каждой детали необходимо производить наладку пресса. Технологическая себестоимость деталей уменьшается за счёт снижения общих расходов на изготовление оснастки и лучшего использования материала. В таких штампах можно получать одновременно крупные и мелкие детали, что значительно повышает коэффициент использования материала. Все штампы проектируются на изготовление деталей определённой формы, поэтому их применение при малой программе производства или быстрой смене объектов производства не всегда рационально. В промышленности для изготовления деталей с требуемой точностью при незначительной их себестоимости применяются универсальные штампы. Универсальный штамп позволяет изготовлять детали за несколько ходов пресса по элементам. Рабочие органы универсального штампа (матрица и пуансон) имеют прямолинейные формы. Точность взаимного положения матрицы и пуансона обеспечивается направляющими колоннами, аналогично штампам последовательного действия. Заготовка устанавливается на нижней плите штампа в требуемое положение по регулируемым направляющим. При перемещении пуансона производится отрезание одной части заготовки. На рис. 4.1.27. приведена схема вырубки по отдельным переходам деталей А, Б и В. Деталь А вырубается за четыре перехода, а детали Б и В – за три перехода.
Рис. 4.1.27. Оборудование листовой, штамповки. Наиболее распространенным при листовой штамповке оборудованием являются кривошипные прессы, которые разделяются на прессы простого и двойного действия. Для повышения производительности труда прессы для листовой штамповки оснащают устройствами, механизирующими подачу заготовки к рабочему инструменту и удаление отштампованных деталей из пресса.
|
 ,
, - допуск на рассматриваемый размер а детали.
- допуск на рассматриваемый размер а детали.
 ,
,
 мм.
мм. мм.;
мм.; мм.;
мм.; мм.
мм. мм.
мм.
 - допуск на размер детали в соответствии с требованиями ТНПА.
- допуск на размер детали в соответствии с требованиями ТНПА.