АВТОМАТИЧЕСКАЯ НАПЛАВКА ПОД ФЛЮСОМ
1СХЕМА ПРОЦЕССА, СПОСОБЫ НАПЛАВКИ И ПРИСАДОЧНЫЕ МАТЕРИАЛЫ
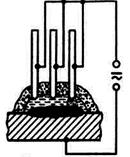
Рис. 13 Схема процесса наплавки под слоем флюса 1 – наплавляемая деталь; 2 – слой флюса; 3 – подающие ролики; 4 – присадочная проволока или лента; 5 – бункер для флюса; 6 – токоподводящий мундштук; 7 – зона горения дуги; 8 – жидкая ванна; 9 – шлак; 10 – наплавленный металл
Преимуществами наплавки под флюсом являются непрерывность процесса, высокая производительность, малые потери электродного металла, отсутствие излучения дуги. Недостатками являются трудность наплавки деталей сложной формы и особенно с наклонными поверхностями, отсутствие визуального контроля. Основным требованием при наплавке является минимальное расплавление основного материала и перемешивание жидкого присадочного металла с основным, поскольку чаще всего в наплавленном металле содержание легирующих элементов выше, чем в основном.
СПОСОБЫ ЛЕГИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА Для снижения перемешивания наплавленного метала с основным металлом, а также для повышения производительности наплавки используют такие приемы и технологические процессы: а) наплавка с поперечными колебаниями
б) многодуговая (с автономным питанием каждой дуги)
в) многоэлектродная
г) наплавка ленточным электродом
Как проволочный, так и ленточный электроды могут быть сплошного сечения или т.н. порошковые, состоящие из металлической оболочки и порошкового сердечника (шихты).
Рис. 18 Схемы проволочных и ленточных электродов а, б – однозамковые; в, г – двухзамковые
Для производства порошковых электродов практически любого состава в условиях ремонтных предприятий используют специальные станки.
Рис. 19 Станок для производства порошковых электродов 1 – катушка с металлической лентой для оболочки; 2, 3, 6 – профилирующие ролики; 4 – питатель; 5 –дозатор.
Рис. 20 Установка для автоматической наплавки 1 – стол; 2 – деталь; 3 – рельсы; 4 – тележка; 5 – бункер-дозатор; 6 – валки; 7 – бункер для флюса; 8 – лента; 9 – катушка; 10 – провода; 11 – контактные губки; 12 – ролик.
Порошковая проволока и лента имеют следующие преимущества перед сплошными наплавочными материалами: - возможность получения наплавленного металла нужного химического состава путем изменения состава заполнителя трубки; - более качественная защита расплавленного металла от вредных воздействий воздуха и выгорания легирующих элементов; - простота оборудования и технологии изготовления трубчатых электродов; - использование дешевых и недефицитных компонентов (доменный ферромарганец и сталинит).
2 ТЕХНОЛОГИЯ НАПЛАВКИ ПОД ФЛЮСОМ При наплавке под флюсом электрическая дуга, горящая в газовой среде, обладает более высокой по сравнению с открытой дугой устойчивостью, зависящей от: - стабильности напряжения на зажимах источника сварочного тока, при наплавке под флюсом следует осуществлять питание дуги постоянным током от сварочного преобразователя; - Химического состава флюса, содержание в котором окислов натрия, калия и кальция увеличивает устойчивость дуги. Выделяющийся же в процессе расплавления флюса фтористый кремний понижает устойчивость дуги, но уменьшает порообразование в наплавляемом металле. При наплавке под флюсом температура газов в зоне дуги достигает 6000 – 7000 0С. При этой температуре электродная проволока плавится очень быстро и стекает в сварочную ванну отдельными каплями, нагревающимися при проходе через зону дуги до температуры 2300 – 2500 0С. Эти капли проходят через слой жидкого флюса, покрывающий сварочную ванну, достигают поверхности оплавленного основного металла и смешиваются с ним. Благодаря разности удельных масс расплавленный шлак всегда находится на поверхности ванны. Газы дуги давят на поверхность ванны, образуя под электродом углубление, называемое кратером. Величина погружения дуги в основной металл (глубина кратера) характеризует глубину провара основного металла. Под действием давления дуги жидкий метал в кратере и жидкий металл ванны находятся на различных уровнях, что оказывает влияние на формирование наплавленного валика. Правильно сформированный равномерный валик образуется только при постоянной разнице уровней. Для правильного формирования валика и уменьшения провара рекомендуется сместить электрод от точки зенита в строну, противоположную вращению при наплавке деталей круглого сечения (рис. 21).
Рис. 21 Схема автоматической наплавки под флюсом круглого изделия 1 – дуга; 2 – электродная проволока; 3 – флюс; 4 – жидкая ванна; 5 – шлаковая оболочка вокруг дуги; 6 – шлаковая корка; 7 – наплавленный металл; а – смещение электрода с зенита изделия.
Наплавка при этом осуществляется «на пуск» и сопровождается повышением уровня жидкого металла в ванне и в кратере. Жидкий металл при этом подходит под дугу, ослабляет ее давление, в результате чего уменьшается глубина провара и увеличивается ширина валика. Величина смещения электрода зависит от режима наплавки и диаметра изделия. При наплавке плоских деталей с этой целью наплавляемое изделие наклоняют в сторону движения электрода на угол 6 - 80. На формирование наплавленного валика влияют также величина тока, напряжение дуги, диаметр электродной проволоки и скорость наплавки. При неизменном токе и ч скорости перемещения дуги с увеличением напряжения увеличивается количество тепла, выделяемое на единицу длины валика. Глубина провара фактически не меняется, ширина же валика растет пропорционально росту количества тепла. Чрезмерное увеличение напряжения отрицательно влияет на процесс наплавки (ухудшается устойчивость дуги, растет расход флюса, вытекающего из зоны наплавки и уносящего с собой жидкий металл). Увеличение тока при постоянном напряжении и скорости перемещения дуги вызывает рост объема жидкой ванны вследствие увеличения количества расплавляемой электродной проволоки и количества тепла, выделяемого на основном 'металле. Увеличивается также давление дуги, которая погружается в глубь основного металла, увеличивая провар. С увеличением диаметра электродной проволоки уменьшается плотность тока, что в свою очередь уменьшает давление дуги и глубину проплавления основного металла. Несколько увеличивается при этом ширина наплавляемого валика, но ухудшается устойчивость дуги и ход всего процесса наплавки. Во избежание этого явления вместо одной электродной проволоки большого диаметра применяют несколько проволок меньшего диаметра с общим подводом тока. В диапазоне скоростей наплавки до 20 м/ч на единицу длины валика наплавляется относительно большее количество металла. С увеличением скорости уровень ванны и уровень металла в кратере повышается, вследствие чего глубина проплавления основного металла и ширина наплавленного валика уменьшаются. Исключение составляет диапазон скоростей 20—40 м/ч, при котором глубина проплавления от скорости наплавки не зависит. Для плоских деталей простой формы часто (рис. 22) применяют наплавку т.н. лежачим пластинчатым электродом (поз. 2) с легирующей обмазкой (поз. 1) под слоем флюса (поз. 3). Не требуется специальное оборудование.
Рис. 22 Наплавка лежачим пластинчатым электродом
3 ДЕФЕКТЫ НАПЛАВЛЕННОГО МЕТАЛЛА ПРИ НАПЛАВКЕ ПОД ФЛЮСОМ В процессе наплавки металл основного изделия испытывает высокий неравномерный нагрев, являющийся причиной появления местных деформаций как в наплавленном, так И в основном металле. При полном остывании изделия в нем возникают остаточные напряжения, для уменьшения которых наплавляемое изделие подвергают термической обработке (перед наплавкой подогревают, после наплавки применяют отпуск или замедленное охлаждение). При наплавке плоских изделий следует стремиться к минимальной величине проплавления, а наплавленные валики располагать симметрично по отношению оси наплавляемого изделия. При наплавке круглого изделия, когда наплавленные валики располагаются по винтовой линии, вероятность коробления сведена к минимуму, что является результатом симметричного расположения наплавляемых витков и уравновешенности растягивающих напряжений. Трещины в изделии, появляющиеся в результате его неравномерного сосредоточенного нагрева, делятся на горячие, околошовные и холодные. Горячие трещины являются следствием растягивающих напряжений, возникающих в Процессе кристаллизации наплавленного металла при неравномерном нагреве изделия; Рекомендуется поэтому предварительный подогрев детали до 200.. 500 ºС. Холодные трещины – образуются на стадии охлаждения детали и вызваны охрупчиванием в результате закалки основного металла в ОШЗ. Чем выше содержание углерода в основном металле тем выше склонность к холодным трещинам. Мера борьбы – не только предварительный подогрев, но и замедленное охлаждение.
|