
ПОНЯТИЕ О РАЗМЕРНЫХ ЦЕПЯХ
При назначении припусков на механическую обработку и восстановление размеров деталей необходимо учитывать, что должно быть обеспечено точное соответствие восстановленных деталей чертежу не только по номинальным размерам, но и допускам на отклонение от них.
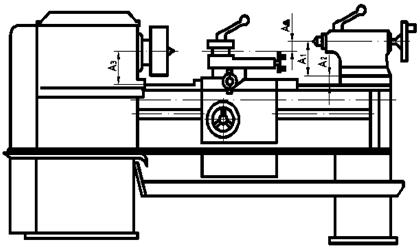
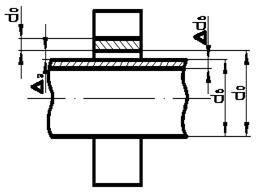
а) б) Рис. 9 Схемы размерных цепей при сборке вала (а) и токарного станка (б)
На рис. 9 показана наиболее простая размерная цепь, включающая два составляющих (диаметр вала dв и диаметр отверстия dо) и замыкающее Решая размерную цепь, можно, например, установить необходимую величину зазора. Если допуск на обработку вала
а минимальный:
Допуск зазора будет равен разности:
На рис. 9 показана размерная цепь, определяющая расстояние (разность высот) между передним и задним центрами токарного станка, где звеньями являются: А1 – расстояние от заднего центра до мостика; А2 – расстояние от мостика до направляющей станины; А3 – расстояние от направляющих станины до переднего центра А Точность сборки станка определяется величиной зазора А Теорию размерных цепей при ремонте металлорежущих станков применяют для построения размерных цепей, определяющих точность отдельных сборочных единиц и оборудования в целом, а также для выбора метода сборки, обеспечивающего необходимую точность. В рассматриваемом выше примере для обеспечения в токарном станке допуска А При ремонте оборудования многие размерные цепи восстанавливать в первоначальном виде экономически нецелесообразно, так как для этого требуется изготовление многих входящих в размерную цепь деталей, размеры которых должны быть у новых.
|
 Размерной цепью называют совокупность расположенных в определенной последовательности и образующих замкнутый контур размеров, связывающих детали, взаимное положение которых влияет на точность одного из размеров контура (зазор или натяг) или размера, определяющего положение какой-либо поверхности или оси от определенной базы. Все размеры деталей, составляющие данную размерную цепь, называют звеньями размерной цепи. Звено размерной цепи, получающееся при ее построении последним, называется замыкающим и в отличие от остальных обозначается индексом
Размерной цепью называют совокупность расположенных в определенной последовательности и образующих замкнутый контур размеров, связывающих детали, взаимное положение которых влияет на точность одного из размеров контура (зазор или натяг) или размера, определяющего положение какой-либо поверхности или оси от определенной базы. Все размеры деталей, составляющие данную размерную цепь, называют звеньями размерной цепи. Звено размерной цепи, получающееся при ее построении последним, называется замыкающим и в отличие от остальных обозначается индексом  .
.
 (зазор между валом и втулкой) звенья.
(зазор между валом и втулкой) звенья. , а на обработку отверстия
, а на обработку отверстия  , то максимальный зазор в данном соединении:
, то максимальный зазор в данном соединении: (5)
(5) (6)
(6) (7)
(7) - расстояние (зазор) между передним и задним центрами станка.
- расстояние (зазор) между передним и задним центрами станка.


