ПЛАЗМЕННАЯ НАПЛАВКА
Источник нагрева – плазменная струя (плазмотрон косвенного действия) или плазменная дуга (плазмотрон прямого действия). Присадочный металл – в виде проволоки или порошка. Простейший случай ПН с одной присадочной проволокой представлен на рис. 29.
Рис. 29 Плазменная наплавка с одной присадочной проволокой
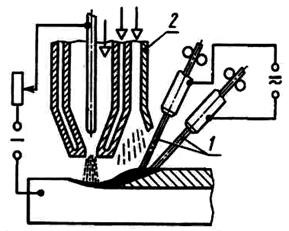
Высокую производительность (до 30 кг/ч) обеспечивает плазменная наплавка с подачей в ванну двух плавящихся электродов 1(рис. 30), подключенных последовательно к источнику питания и нагреваемых почти до температуры плавления. Защитный газ подается через сопло 2.
Рис. 30 Плазменная наплавка с подачей в ванну двух плавящихся электродов
При плазменной порошковой наплавке (рис. 31) горелка имеет три сопла: 3 — для формирования плазменной струи, 4 — для подачи присадочного порошка, 5— для подачи защитного газа. Один источник тока служит для зажигания дуги осциллятором 2между электродом и соплом, а другой источник тока формирует плазменную цугу прямого действия, которая оплавляет поверхность изделия и плавит порошок, подающийся из бункера 6потоком газа. Изменяя ток обеих дуг устройствами 1, можно регулировать количество теплоты, идущей на плавление основного металла и присадочного порошка и, следовательно, долю металла в наплавленном слое.
Рис 31 Плазменная порошковая наплавка
На рис. 32 приведена конструкция порошкового питателя с дозирующим устройством черпающего типа. Ступенчатое изменение расхода порошка производят сменой черпающих дисков 2, отличающихся по толщине. К тройнику 1подается инертный газ, который заполняет бункер с порошком и облегчает транспортирование порошка в сварочную ванну. Из корпуса дозирующего устройства порошок поступает в инжектор 3, а затем в зону сварочной ванны.
Рис. 32 Конструкция порошкового питателя с дозирующим устройством черпающего типа
|