
Круглые фасонные резцы
При выборе диаметра круглого фасонного резца могут быть приняты во внимание разнообразные соображения, учитывать которые в каждом отдельном случае затруднительно. Вследствие этого практически диаметр фасонного резца выбирается лишь для определенных типов станков с учетом размеров основной массы изготовляемых на них деталей. Диаметры круглых фасонных резцов обычно выбирают сами станкостроительные заводы при разработке для станков (главным образом автоматов и полуавтоматов) державок. Для уменьшения расхода материала резца на одну обработанную деталь всегда выгодно работать резцом наименьшего диаметра. Со всех других точек зрения желательно работать резцом возможно большего диаметра, так как: а) резцы большого диаметра лучше отводят тепло и допускают вследствие этого более высокие скорости резания; б) с увеличением диаметра резца уменьшаются возникающие между узловыми точками искривления режущих кромок; в) трудоемкость изготовления фасонного резца, приходящаяся на одну обработанную резцом деталь, снижается по мере увеличения его диаметра. Вместе с тем изготовление и эксплуатация фасонных резцов слишком большого диаметра вызывает ряд неудобств, вследствие чего практически резцы диаметром более 100—120 мм не применяют. Минимально допустимый диаметр фасонного резца определяется глубиной обрабатываемого профиля и минимально необходимым диаметром оправки или хвостовика для его крепления (таблица 2, рисунок 12). Диаметры круглых резцов для внутренней обработки должны быть не более 0,75 наименьшего обрабатываемого ими диаметра.
Рисунок 12 – Основные размеры дисковых фасонных резцов
Таблица 2 – Размеры дисковых фасонных резцов (рисунок 11)
|
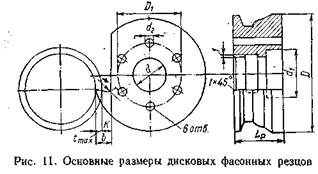
 2 Общая ширина резца Lр определяется с учетом необходимости придания ему дополнительных режущих кромок.
2 Общая ширина резца Lр определяется с учетом необходимости придания ему дополнительных режущих кромок.



