ВИДЫ СТРУЖЕК
Процесс резания можно рассматривать как процесс местного сжатия и сдвига металла резцом с последующим образованием стружки. Слои металла, подлежащий срезанию, находится в сложнонапряженном состоянии: упругим и пластическим деформациям подвергаются также близлежащие слои металла, расположенные впереди резца и под ним. По классификации проф. И.А. Тиме в процессе резания различают следующие виды стружек (рис. 1.8): 1. Сливная или непрерывная. 2. Скалывания или элементная. 3. Надлома. Сливные стружки образуются при резании вязких и мягких материалов (например,мягкой стали, латуни) и являются наиболее распространенными. Стружки надлома образуются при резании хрупких материалов, например, серых чугунов. Такая стружка состоит из отдельных, как бы вырванных элементов, почти не связанных между собой, при этом поверхность обработки получается грубо шероховатой, неровной. Стружки скалывания занимают промежуточное положение
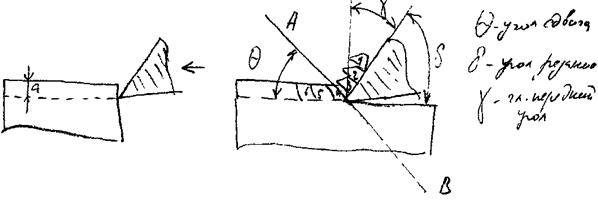
между сливными стружками и стружками надлома и образуются при обработке некоторых сортов латуни ж твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением условий обработки стружка скалывания может перейти в сливную и наоборот. Образованию сливной стружки способствует увеличение переднего угла γ; уменьшение угла резания δ;, уменьшение толщины среза, повышение скорости резания, а также повышение скорости резания металла. Образование стружки скалывания происходит следующим образом (см.рис.1.9): Резец под действием силы Р внедряется в металл и сжимает его, вызывая в нем упруго-пластические деформации. В срезаемом слое металла впереди резца возникают скалывающие напряжения, когда эти напряжения превысят прочность металла, произойдет скалывание первого элемента стружки по плоскости скалывания АВ. При дальнейшем движении резца происходит образование следующих элементов стружки (обозначены 1,2,3) аналогично предыдущим. Направление плоскости скалывания (или сдвига) АВ составляет с направлением движения резца угол Θ;, который называется углом сдвига (или в данном случае, углом скалывания). Он практически одинаков для всех материалов и составляет около 300. В сливных стружках разделение элементов по плоскости скалывания не происходит Вид стружки влияет не только на силы резания и чистоту обработанной поверхности, но и на удобство удаления и транспортировки стружки. Так, сливная стружка часто навивается на деталь или на резец, может травмировать станочника, неудобна для транспортировки. Поэтому при обработке пластичных материалов применяют специальные меры, обеспечивающие завивание и ломание стружки: - изменяют геометрию инструмента, - режим резания, - применяют стружколомающие и завивающие устройства, - используют специальные стали с повышенным содержанием охрупчивающих элементов (сера, фосфор, свинец), эти стали называют автоматными, применяют для изготовления неответственных деталей на станках автоматах.
|