Схемы обработки при шлифовании.
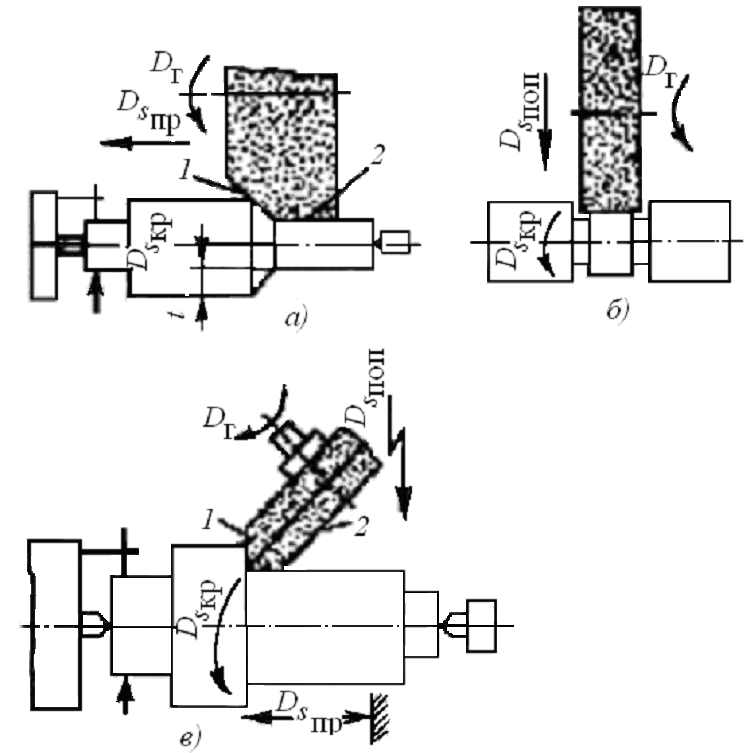
В современном машиностроении шлифованию подвергают различные поверхности деталей машин: плоские, цилиндрические, фасонные, внутренние, наружные и т. п. Существуют различные схемы шлифования этих поверхностей. Для всех способов шлифования главным движением резания является вращательное движение шлифовального круга D г, а движение подачи D s совершает заготовка. Обработка заготовок на круглошлифовальных станках. На круглошлифовальных станках обрабатывают наружные поверхности заготовок тел вращения с прямолинейными образующими. При наружном круглом шлифовании возвратно-поступательное продольное движение (рис.3.2) подачи осуществляется столом с закрепленной на нем заготовкой. Круговое движение подачи заготовки производится передней бабкой шлифовального станка, а поперечное движение подачи шлифовальным кругом осуществляется на каждый ход стола или двойной ход стола вне зоны обработки. В зависимости от направления поступательного движения подачи различают еще несколько видов круглого шлифования: глубинное; врезное шлифование и шлифование уступами (рис.3.3). Глубинное шлифование может производиться по схеме с продольным движении. При глубинном шлифовании с продольным движением подачи применяют круг с конусной 1 (режущая часть круга) и калибрующей 2 частями (рис.3.3, а). Режущую часть шлифовального круга иногда выполняют ступенчатой, калибрующая часть может работать по схеме осциллирующего шлифования .
Рис. 3.3. Схемы наружного шлифования в центрах: а - глубинное; б - врезное; в - шлифование двух взаимно перпендикулярных поверхностей.
При глубинном шлифовании снимается чаще всего припуск большой величины (0,1 – 0,8 мм), а иногда и более за один-два продольных хода. В массовом и серийном производстве много деталей обрабатывают врезным шлифованием (рис.3.3, б). При врезном шлифовании обрабатывают шейки коленчатых валов, плунжеры, фасонные поверхности, кольцевые канавки и т. п. Движение подачи при врезном шлифовании обеспечивается только в одном направлении – перпендикулярно оси вращения обрабатываемой заготовки до определенного размера.
Рис. 3.4. Схемы обработки конических поверхностей на круглошлифовальном станке.
Обработка заготовок на плоскошлифовальных станках. При плоском шлифовании периферией круга (рис.3.5) обеспечивается наиболее высокая точность обработки, лучшие показатели качества обработанной поверхности возможна обработка заготовок малой жесткости. При плоском шлифовании возвратно-поступательное продольное движение подачи (D в пр.) и прерывистое движение поперечной подачи (D s поп) совершает заготовка или шлифовальный круг. Движение подачи круга на глубину резания осуществляется в крайнем положении стола по мере обработки всей плоскости. Если заготовка уже ширины круга, то вертикальное движение подачи осуществляется на каждый двойной ход заготовки
Плоское шлифование торцом круга (рис.3.7) также может осуществляться на станках, подобных плоскошлифовальному с прямоугольным и круглым столом. Но в отличие от резания периферией круга при торцовом шлифовании одновременно участвует в резании намного больше режущих элементов-зерен (большая площадь контакта). В этой связи при торцовом шлифовании выделяется существенно больше теплоты и возможны прижог и коробление тонких заготовок. Чтобы уменьшить выделение теплоты, часто используют сегментные торцовые круги с меньшей площадью контакта. Обработка заготовок на внутришлифовальных станках. Внутренним круглым шлифованием обрабатывают внутренние поверхности. Обработка производится следующими методами: шлифование с продольным движением подачи (рис.3.8, а, б), врезное шлифование с поперечным движением подачи, врезное шлифование с дополнительной осцилляцией круга (рис.3.8, в), шлифование с планетарным D S ПЛ. движением круга (рис.3.8, г). Бесцентровое круглое наружное шлифование. Сущность бесцентрового шлифования заключается в том, что заготовка в процессе обработки не закрепляется в центрах и других зажимных приспособлениях, а базируется на опорном ноже станка и ведущем круге (рис. 3.9). Таким образом, возможно шлифование большими партиями не только заготовок колец, гильз, но и заготовок, имеющих
Рис.3.8. Схемы обработки заготовок на внутришлифовальных станках большую длину и малый диаметр. Обработка заготовки (заготовок) 2 заключается в следующем. Шлифовальный 3 и ведущий 1 круги вращаются с разной частотой. Окружная скорость шлифовального круга в 50 – 60 раз выше окружной скорости ведущего круга. Конструктивно ведущий круг выполнен так же, как шлифовальный, но на основе вязких, вулканитовых связующих веществ, обеспечивающих контакт с заготовкой практически без скольжения. Рассмотрим схему бесцентрового шлифования напроход (рис. 3.9). Меняя угол наклона ведущего круга α, можно изменять в значительной степени угловую скорость и скорость поступательного движения заготовки. При α = 0 V з пр. = 0 происходит врезное шлифование.
Рис. 3.9. Схема обработки на бесцентрово-шлифовальном станке.
|