Источники питания переменного тока.
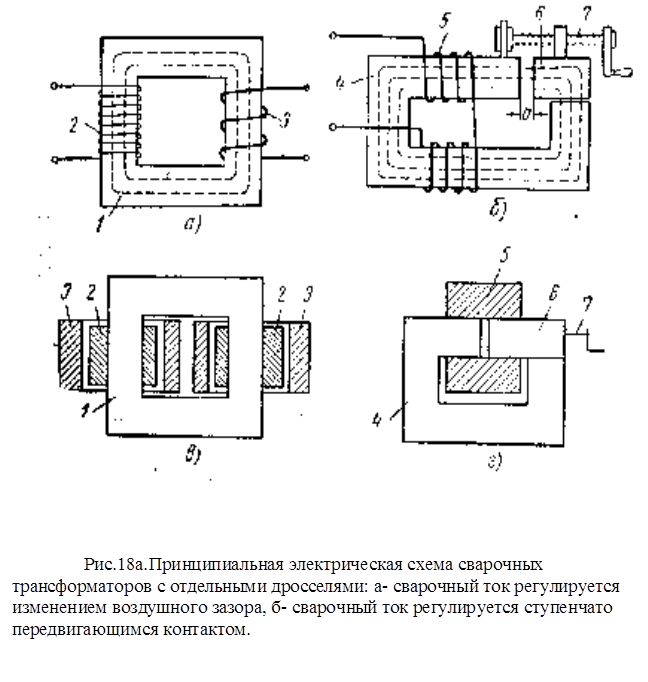
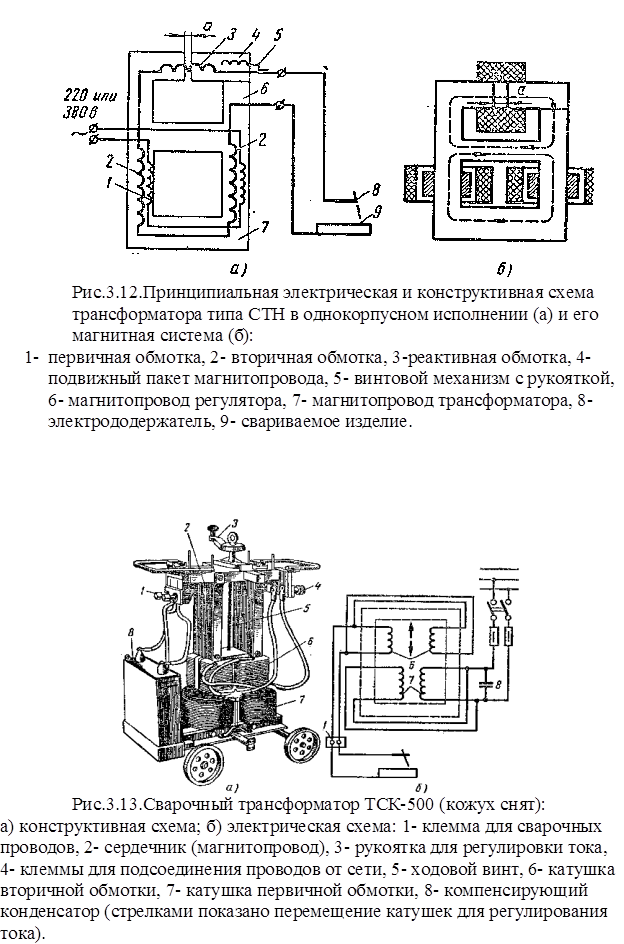
Наиболее распространённые в промышленности трансформаторы с падающими внешними характеристиками, поэтому основное внимание будет уделено конструкции именно таким источникам питания. Существует два принципиально отличных пути создания таких трансформаторов. 1. На основе трансформатора с жёсткой характеристикой. Падающая характеристика обеспечивается дополнительным включением в цепь дуги катушки с ферромагнитным сердечником – дросселя (т.е. большого индуктивного сопротивления). Представитель таких источников – сварочный трансформатор типа СТЭ, предназначенный для ручной дуговой сварки. 2. На основе трансформатора с падающей внешней характеристикой, которая обеспечивается созданием различными способами усиленных магнитных полей рассеивания (т.е. большого индуктивного сопротивления) самого трансформатора. Представители таких источников питания – трансформаторы типа ТД – для ручной сварки, резки и наплавки плавящимся электродом; стабилизированные сварочные трансформаторы типа ТДФ для механизированной сварки под флюсом. Кроме перечисленных трансформаторов выпускались также сварочные трансформаторы типа СТН (Рис.3.12) – для ручной сварки, и типа ТСД – для механизированной сварки под флюсом. Эта группа трансформаторов являлась по свойствам смешанной, т.к. сочетала как свойства трансформатора типа СТЭ, так и частично свойства трансформатора типа ТДФ. Трансформаторы (I) группы – с нормальным магнитным рассеиванием и отдельной реактивной катушкой (дросселем): регулирование сварочного тока производится изменением величины воздушного зазора в дросселе. При увеличении зазора индуктивное сопротивление уменьшается, а сварочный ток возрастает, с уменьшением зазора ток уменьшается (Рис.3.12а). Трансформаторы (2) группы – с увеличенным магнитным рассеиванием. Трансформатор СТН (Рис.3.12): магнитное рассеивание и индуктивное сопротивление обмоток трансформатора невелики, внешняя характеристика жесткая. В верхней части магнитопровода трансформатора размещена реактивная обмотка дросселя, включенная в сварочную цепь последовательно с дугой, встречно с вторичной обмоткой трансформатора. Реактивная обмотка создает индуктивное сопротивление, необходимое для получения падающей внешней характеристики. Часть верхнего магнитопровода сделана в виде подвижного пакета. Изменяя величину воздушного зазора (а) между подвижным пакетом и неподвижной частью магнитопровода можно изменять рабочий ток (при увеличении воздушного зазора (а) магнитный поток в этой части сердечника уменьшается, а также уменьшается индуктивное сопротивление, вызываемое обмоткой регулятора, отчего сварочный ток возрастает). Трансформаторы данного типа могут иметь также не встречное, а согласное включение обмотки регулятора. Такие трансформаторы применяют при сварке тонкого металла на малых токах, т.к. при малом сварочном токе напряжение вторичной цепи в них повышается, что увеличивает устойчивость горения дуги на малых токах. Трансформаторы типа ТС, ТСК и ТД (с подвижными катушками): регулирование сварочного тока осуществляется за счет изменения расстояния между подвижной (6) и неподвижной (7) катушками (Рис.3.13). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеивания и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика (т.е. регулирование тока осуществляется за счет изменения крутизны внешней характеристики (см. ранее)). Трансформаторы типа СТАН и СТШ (с магнитными шунтами): регулятор тока состоит из двух подвижных магнитных шунтов, расположенных в окне магнитопровода. Вращением винта по часовой стрелке- шунты раздвигаются, а против – сдвигаются, происходит плавное регулирование сварочного тока. Чем меньше расстояние между шунтами, тем меньше сварочный ток, и наоборот. Для снижения помех, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов. Трансформатор типа ТДФ: конструктивно он выполнен в виде магнитопровода основного трансформатора с первичной и вторичной обмотками, и магнитного шунта со своей обмоткой, расположенными в окне основного магнитопровода. Изменяя число витков первичной и вторичной обмоток, а также магнит
Источники питания постоянного тока подразделяются на две основные группы: 1. Сварочные преобразователи вращающегося типа - сварочные генераторы. 2. Сварочные выпрямительные установки - сварочные выпрямители.
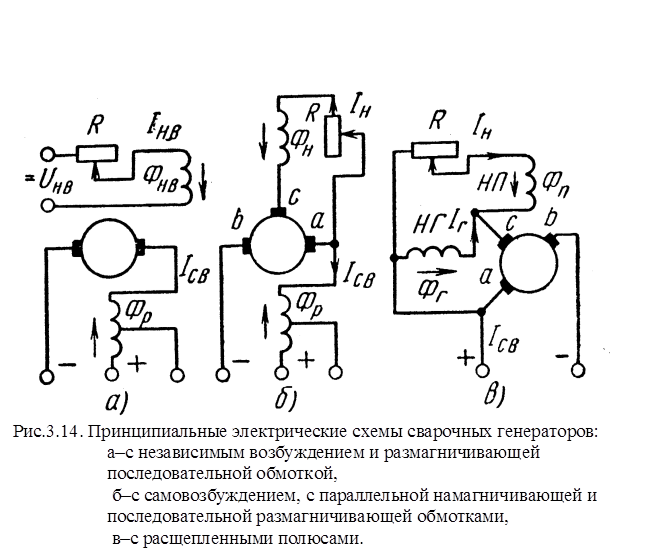
Сварочные генераторы подразделяются: · По количеству питаемых постов: на одно- и многопостовые. · По способу установки: на стационарные и передвижные. · По роду привода: на генераторы с электрическим приводом и на генераторы с двигателем внутреннего сгорания. · По конструктивному выполнению: на однокорпусные и 2-х корпусные. · По форме внешних характеристик: на имеющие падающие, жесткие или пологопадающие характеристики, а также комбинированного типа – универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или пологопадающие характеристики. Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие по следующим трем основным схемам (Рис.3.14): 1. Генераторы с независимым возбуждением и размагничивающей последовательной обмоткой; 2. Генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения; 3. Генераторы с расщепленными полюсами. В однопостовых преобразователях применяются специальные сварочные генераторы, магнитный поток в которых изменяется в зависимости от изменения сварочного тока. При увеличении тока регулирующий магнитный поток уменьшается и напряжение на зажимах генератора падает, а при уменьшении тока – магнитный поток и напряжение возрастают. Этим обеспечивается получение падающей внешней характеристики сварочного генератора. В промышленности используют однопостовые сварочные генераторы, работающие по схемам, показанным на Рис.3.14. Сварочные выпрямители – это устройства, преобразующие с помощью полупроводниковых элементов (вентилей) переменный ток в постоянный и предназначенные для питания сварочной дуги (Рис.3.15.). Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большее распро-
Рис.3.15. Принципиальные типовые схемы выпрямителей: а– однофазная мостовая, б – трехфазная мостовая. Сварочные выпрямители обладают некоторыми преимуществами перед генераторами: · имеют лучшие энергетические и весовые показатели; · имеют более высокий КПД; · более просты в обслуживании; · имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования); · отсутствует шум при работе. Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой (Рис.3.15). Выпрямители с крутопадающими характеристиками: ВСС-300-3, ВСС-120-4, ВКС-500 и др. Универсальные сварочные выпрямители: типа ВСУ, ВДУ – обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимися и неплавящимися электродами в защитных глазах и для сварки под флюсом.
|