Нагрев металла сварочным током.
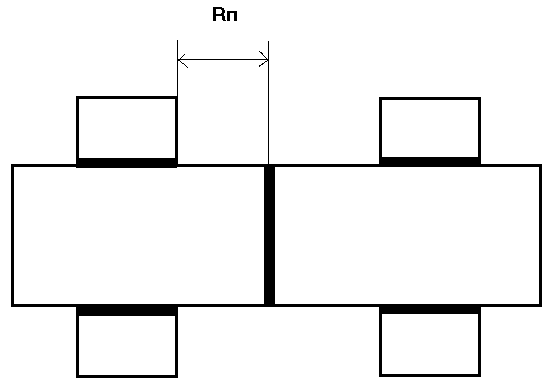
Нагрев при точечной и шовной сварке – ведущий процесс в формировании температурного поля и образовании соединений. Теплота выделяется при прохождении тока через участок электрод (электроды) – деталь (детали) – электрод (электроды). При этом в местах контакта происходит выделение тепла в соответствии с законом Джоуля-Ленца: Q = 0.24 ´ I2 ´ R ´ t, Дж где R – общее сопротивление (обычно измеряется в мкОм), которое складывается из контактных сопротивлений деталь-деталь (Rк) и электрод-деталь (Rэ) и собственного сопротивления металла деталей (Rn)(Рис.3.40): Rобщ = Rn + Rk + Rэ Все составляющие общего сопротивления непрерывно изменяются в течение термомеханического цикла сварки. Роль каждой составляющей сопротивления не равноценна. Переходное сопротивление Rэ при чистых электродах и очищенной поверхности изделий незначительно, поэтому теплом, выделяемым на границе электрод-деталь, можно пренебречь (тем более что электроды, как правило, водоохлаждаемые). Наличие значительного переходного сопротивления в местах контакта (Rk) объясняется тем, что соприкосновение деталей происходит не по всей поверхности, а в отдельных точках (микровыступах). Это сопротивление зависит от
(а)
(б) Рис.3.39.Расчет сопротивления при контактной стыковой сварке (а) и контактной точечной сварке (б)
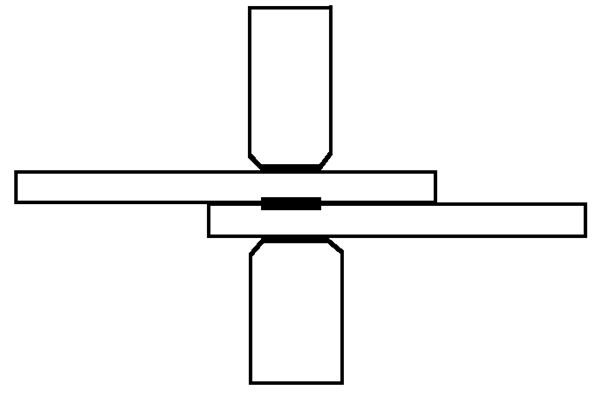
Рис.3.40. Распределение тепла и форма сварного соединения при контактной стыковой сварке: а, б – сварка сопротивлением; в – сварка оплавлением.
Собственное сопротивление деталей (Rn) зависит от размера выступающих частей (при стыковой сварке), либо от размеров участка металла и его удельного электросопротивления, которое изменяется с изменением температуры металла. Таким образом, нагрев при контактной сварке протекает неравномерно. Наибольшее количество тепла выделяется в местах контакта и распространяется в массу свариваемых изделий за счёт теплопроводности. О характере нагрева свариваемых участков изделий можно судить по кривым распределения температуры по участкам нагрева деталей (Рис.49). При значительном контактном сопротивлении основная часть тепла выделяется в месте контакта (Рис.3.40б), при малом сопротивлении происходит более равномерное распределение тепла по всей длине (Рис.3.40а), поэтому при приложении давления соединение будет иметь бочкообразную форму. При сварке оплавлением всё тело выделяется в месте контакта деталей (Рис.3.40в). На рис.3.42 показано температурное поле при контактной точечной сварке, которое отличается чрезвычайно быстрым изменением температур во времени и весьма значительной неравномерностью. При сварке деталей одинаковой толщины плавление металла происходит в области, примыкающей к контакту деталей (в наиболее горячей зоне) и отличающейся: повышенной плотностью тока, сравнительно малыми градиентами температур и относительно небольшим теплообменом с электродами .
|