Работа станка в автоматическом режиме
Загрузка детали: Условия работы: 1. манипулятор над накопителем загрузки 2. манипулятор исходное(рука возврат) 3. захваты разжаты 4. есть наличие детали на накопителе загрузки 5. руку манипулятора вверху 6. нет детали в выталкивателе накопителя разгрузки 7. режим автомат При работе в режиме «автомат» необходимо задать цикл загрузки - нажать кнопку «задание цикла загрузки». Разгрузка детали: Условия работы: 1. манипулятор над станком 2. манипулятор исходное (рука поворот) 3. руку манипулятора вверху 4. захваты разжаты 5. нет детали в выталкивателе накопителя разгрузки 6. выталкиватель накопителя разгрузки в исходном 7. режим автомат При работе в режиме «автомат» необходимо задать цикл разгрузки - нажать кнопку «задание цикла разгрузки».
Рисунок 2 – Пульт управления манипулятором (транспортером-накопителем) для перемещения колесных пар КБ01-01.820. 3.1.2.Эстакада промежуточной ревизии буксовых узлов КБ01-01.660 Предназначена для размещения и перемещения колесных пар под уклоном на участке промежуточной ревизии букс. Эстакада представляет собой две соединенные между собой сварные рамы с размещенными поверху рельсами и встроенным подъемником колесных пар с рельсового пути. Подъем колесных пар на эстакаду осуществляется по команде слесаря по ремонту подвижного состава от пневмокрана подъемником (КБ01-02.660), который состоит из сварного основания, подвижной платформы и двух пневмоцилиндров подъема 3.1.3.Транспортер-накопитель колесных пар на обточку КБ01-01.630. Транспортер-накопитель колесных пар с обточки КБ01-01.660. Эстакада нижнего уровня КБ01-01.670. Транспортеры-накопители предназначены для перемещения колесных пар между колесотокарными станками и технологическими позициями комплекса. Транспортеры-накопители представляют собой соединенные последовательно сварные рамы с установленными на них механизмами выталкивания, отсекателями и размещенными поверху направляющими планками, по которым под уклоном 1:200 перемещаются колесные пары. Перемещение колесных пар от одной позиции манипулятора к другой производится пневмоцилиндрами выталкивания (КБ01-01.633). Перед позициями загрузки-выгрузки манипуляторами встроены отсекатели (КБ01-01.632), которые позволяют производить остановку колесных пар для избежания накатывания колесных пар на позицию манипулятора с имеющейся на ней колесной парой. Привод отсекателя пневматический. Контроль положения колесных пар на позициях осуществляется индуктивными датчиками. Съем колесных пар с транспортера-накопителя КБ01-01.660 производится опускателем колесных пар (КБ01-01.661) по команде слесаря по ремонту подвижного состава от пневмокрана. Опускатель состоит из сварной рамы, подвижной платформы и пневмоцилиндра. Контроль (оперативное управление) за работой транспортеров-накопителей на обточку КБ01-01.630 и с обточки КБ01-01.660 колесных пар осуществляют токаря и дефектоскописты, через пульты управления манипуляторами (транспортерами-накопителями) КБ01-01.820 и КБ01-01.810, КБ01-01.830, КБ01-01.840 - Рисунок 2. Эстакада нижнего уровня КБ01-01.670 предназначена для перемещения колесных пар на демонтажную эстакаду 2-го участка. Контроль (оперативное управление) за работой эстакады нижнего уровня для перемещения колесных пар осуществляет слесарь по ремонту подвижного состава через пульт управления - Рисунок 3. После включения вводного автомата электрошкафа необходимо подойти к пульту центральному (ПЦ). а) На ПЦ необходимо нажатием кнопки “Цепи управления ” включить цепи управления (горит сигнализатор “Цепи управления”). б). При включенных автоматах защиты горит сигнализатор “Защита включена”, при подаче воздуха в пневмосеть загораются сигнализаторы “ Давление в пневмосети 1 и 2”. в). На ПЦ имеется переключатель режимов. При положении переключателя “Полуавтомат” и готовности к автоматической работе (горит сигнализатор “ Готовность к автоматической работе” кнопкой “Задание автоматической работы” мы взводим механизмы (отсекатели) в ждущий режим. При появлении колесной пары в 1-ом отсекателе он открывается и пропускает колесную пару во второй отсекатель. При наличии колесной пары во втором отсекателе первый отсекатель закрывается и открывается второй. Колесная пара перекатывается в третий отсекатель, при наличии колесной пары в третьем отсекателе встрой отсекатель закрывается, и открывается третий отсекатель. Перемещение колесной пары происходит до тех пор, пока она не переместится в зону подъема ее манипулятором. После этого при наличии колесной пары в зоне первого отсекателя он открывается, пропуская деталь во второй, т.е. повторяется цикл перемещения колесной пары в зону подъема ее манипулятором. Открывание первого отсекателя возможно только в том случае если колесная пара побывала в 22-ом отсекателе и переместилась в зону подъема ее манипулятором. Это необходимо для безопасного обслуживания и устранения неисправностей в механизмах отсекателей. В случае, если возникнет необходимость отменить уже заданную автоматическую работу необходимо нажать кнопку «Отмена автоматической работы». г). При наладочном режиме (переключатель режимов в положении «Наладка») перемещение колесной пары с первого отсекателя в зону подъем колесной пары происходит аналогично автоматической работе. При открывании первого отсекателя переключателем «Отсекатель 1-открывание» колесная пара перемещается в зону второго отсекателя, загорается сигнализатор «Есть деталь во втором отсекателе». После этого необходимо закрыть первый отсекатель переключателем «Отсекатель 1-закрывание» и т.д.
Рисунок 3 – Пульт центральный (ПЦ) управления эстакадой нижнего уровня для перемещения колесных пар
3.2. Участок демонтажа, монтажа колесных пар – 02 (Приложение 1 – Схема расположения оборудования). Участок входит в технологический комплекс ремонта колесных пар КБ01-00 и предназначен для проведения демонтажа, монтажа буксовых узлов. Колесные пары поступают на демонтажную эстакаду по рельсовому пути с эстакады нижнего уровня при помощи манипулятора и подъемно-поворотных устройств. Демонтажная эстакада КБ01-02.600 предназначена для размещения, и подъема колесных пар с целью снятия крепительных крышек, шайб и откручивания гаек М110 при помощи передвижного гайковерта КБ01-03.210 с дальнейшим автоматическим снятием корпусов букс с подшипниками с шеек оси. Эстакада оснащена двумя подъемниками с поворотом на 1800, при управлении подъемниками запрещается одновременно выполнять опускание и поворот колесной пары на подъемнике. Готовые к сборке корпуса букс перемещаются устройством загрузочным букс КБ01-02.350 на стеллажи КБ01-02.310 КБ01-02.315 вдоль монтажной эстакады КБ01-02.650. Собранные буксовые узлы устанавливаются (одеваются) на колесные пары, а также перемещаются по стеллажам с помощью монтажного устройства КБ01-02.300 Комплекс моечный колесных пар КБ01-03.470 предназначен для мойки колесных пар поступивших с демонтажной эстакады. После того как цикл мойки завершается, колесная пара выталкивается из моечной машины, после этого она должна высохнуть (для предотвращения коррозии на шейки оси, внутренние кольца необходимо нанести препарат-модификатор) и поступить на подъемник с поворотом колесной пары на 900 КБ01-02.690 и с помощью подъемника КБ01-01.360 поднята для перемещения манипулятором на КБ01-01.350 на первый участок комплекса и установлена на транспортер-накопитель колесных пар на обточку КБ01-01.630. Подъемник с поворотом колесной пары на 900 КБ01-02.690, КБ01-02.690, КБ01-02.690 предназначены для поворота колесных пар на скрещивании рельсовых путей маршрута. На 2-ом участке производит демонтаж буксовых узлов, осуществляет контроль (оперативное управление) за работой оборудования слесарь по ремонту подвижного состава. 3.3. Участок разборки буксовых узлов, мойка, дефектовка, наплавка КБ01 – 03 (Приложение 1 – Схема расположения оборудования в колесно-роликовом участке, Приложение 2 – Схема расположения оборудования 3-го участка). 3.3.1.Общие сведения Участок входит в технологический комплекс ремонта колесных пар КБ01-00 и предназначен для восстановления корпусов букс. 3.3.1.1 Операции, производимые на участке: - снятие крышек, стопорных планок и гаек; - снятие букс с колесных пар; - выпрессовка подшипников и отделение их от корпусов букс; - мойка подшипников, корпусов букс, крышек и крепежных элементов; - дефектовка корпусов букс; - наплавка изношенных поверхностей корпусов букс; - обработка (фрезеровка) наплавленных поверхностей корпусов букс; - повторная мойка корпусов букс; - контроль параметров восстановленных корпусов букс; - транспортировка годных корпусов букс на участок сборки колесных пар. 3.3.1.2 Межоперационные связи Передача деталей с операции на операцию производится следующим грузоподъемным оборудованием: - колесных пар, вручную, по стандартной колее; - снятых корпусов букс и подшипников от выпрессовщика к установкам мойки и далее транспортерами; - корпусов букс на стол дефектовщика – манипулятором, который после дефектовки передает корпуса букс на транспортеры; - корпусов букс к наплавочным роботам - палетным транспортером и далее манипулятором; - - корпусов букс от наплавочных роботов к специальному станку - палетным транспортером и далее манипулятором к станку и от станка к транспортеру установки мойки. 3.3.2. Назначение и краткое описание оборудования, входящего в состав участка 3.3.2.1. Гайковерт поз.1(КБ01-03.210) Предназначен для механизации отвинчивания гайки М110. Представляет собой сварную металлоконструкцию с установленным на ней шпиндельным узлом (ударного типа) с приводом вращения. Управление гайковёртом осуществляется оператором вручную с пульта управления. Отвинчивание и снятие остальных крепёжных изделий (болтов крышки буксы, стопорной планки, торцевой стопорной шайбы) производится универсальным гайковёртом, подвешенном на портале, и входящем в комплект поставки. 3.3.2.2 Буксосъёмник поз.2 (КБ01-03.340). Предназначен для снятия буксы с подшипниками с оси КП (колесной пары) и транспортировки его на приёмную позицию выпрессовщика подшипников поз.3. Состоит из: - закреплённой на стойках горизонтальной направляющей; - каретки с гидроприводом, перемещающейся по направляющей; - головки для захвата буксы, установленной на каретке, оснащенной гидроприводами для разжимания кулачков, захвата буксы и её горизонтального перемещения с поворотом на 90°. 3.3.2.3 Выпрессовщик подшипников поз.3(КБ-03.350). Предназначен для выпрессовки подшипников из корпусов букс после их снятия с КП и подачу их на транспортер поз.4, а корпусов букс на транспортер поз.5. Представляет собой сварную конструкцию с установленным на неё гидравлическим цилиндром, осуществляющим выпрессовку подшипников и разделение их с корпусом. 3.3.2.4 Транспортер поз.4 (КБ01-03.651) Предназначен для подачи подшипников к установке мойки подшипников поз.6. Представляет собой сварную конструкцию в виде лотка соединяющего выпрессовщик с мойкой. 3.3.2.5 Транспортер поз.5 (КБ01-03.660) Предназначен для подачи корпусов букс к установке мойки корпусов букс поз.7. Представляет собой сварную конструкцию состоящую из рамы, приводных роликов, приводной станции и отсекателей регулирующих подачу корпусов букс или от выпрессовщика поз.3, или от манипулятора поз.17, или при загрузке кассет с крышками, болтами, стопорными планками. 3.3.2.6 Установка для мойки подшипников поз.6 (КБ01-03.460) Предназначена для мойки подшипников. Представляет собой сварную конструкцию состоящую из бака, заполненного моющим раствором, встроенного транспортера, насосной установки и задвижек (подробно см. РЭ на установку). 3.3.2.7 Установка для мойки корпусов букс поз.7 (КБ01-03.450) Предназначена для мойки корпусов букс. Представляет собой сварную конструкцию состоящую из бака, заполненного моющим раствором, встроенного транспортера, насосной установки и задвижек (подробно см. РЭ на установку).. 3.3.2.8 Транспортер поз.8 (КБ-03.650) Предназначен для подачи подшипников от установка для мойки подшипников поз.6 на дефектовку участка сборки КП. Представляет собой сварную конструкцию в виде лотка соединяющего выпрессовщик с участком сборки КП. 3.3.2.9 Транспортер поз.9 (КБ01-03.670) Предназначен для подачи корпусов букс от установки для мойки корпусов букс поз.7 к манипулятору поз.10. Представляет собой сварную конструкцию состоящую из рамы, приводных роликов, приводной станции и отсекателя. 3.3.2.10 Манипулятор поз.10 (КБ01-03.380) Предназначен для перемещения и загрузки корпусов букс с точки П1 на точки П2, П3, П4, П5, П6. Представляет собой сварную конструкцию состоящую из стоек, портально расположенной балки с установленными на ней направляющими планками и зубчатой рейкой, по которым с помощью электропривода перемещается каретка. На каретке установлена рука, которая с помощью гидроцилиндра перемещается вверх или в низ, а на руке установлен захват, поворачивающийся на 90° в горизонтальной плоскости. 3.3.2.11. Стол поз.11 (КБ01-03.410) Предназначен для размещения корпусов букс при их контроле и зачистке наплавляемых мест. Представляет собой сварную металлоконструкцию оборудованную поворотным столиком (точка П2) и столиком с фиксатором (точка П3) для ориентации корпуса буксы под захват, при последующей его транспортировке манипулятором. 3.3.2.12 Транспортер поз.12 (КБ01-03.680) Предназначен для передачи корпусов букс от манипулятора поз.10 к транспортеру поз.13. Представляет собой сварную металлоконструкцию в виде рольганга. 3.3.2.13 Транспортер поз.13 (КБ01-03.630) Предназначен для передачи корпусов букс от транспортера поз.12 на участок сборки колесных пар. Представляет собой сварную конструкцию состоящую из рамы, цепи с закрепленными на ней пластинами и электроприводом. 3.3.2.14 Сталкиватель поз.14 (КБ-03.440) Предназначен для приема бракованных корпусов букс от манипулятора поз.10 и сбрасывания их в тележку поз.15. Представляет собой сварную конструкцию состоящую из рамы, поворотной площадки и гидроцилиндра. 3.3.2.15. Тележка поз.15 (КБ01-03.640) Предназначена для перемещения бракованных корпусов букс с позиции контроля к месту утилизации. Представляет собой сварную конструкцию в виде ящика на дне которого уложен толстый резиновый лист, для смягчения удара при падении корпуса букс, а к стенкам приварены уши для транспортировки его грузоподъемными средствами. 3.3.2.16 Транспортер поз.16 (КБ01-03.620) Предназначен для передачи корпусов букс от манипулятора поз.10 к манипулятору поз.20. Представляет собой сварную конструкцию состоящую из рамы с направляющими рейками, приводной цепи с зацепами, паллетами, упорами, отсекателями и электроприводом. Транспортер оборудован предохранительной муфтой. 3.3.2.17 Манипулятор поз.17 (КБ01-03.360) Предназначен для перемещения и загрузки корпусов букс с транспортера поз.19 на специальный фрезерный станок поз.18 (одной рукой) и со станка на транспортер поз.5 (второй рукой). Представляет собой сварную конструкцию состоящую из стоек, портально расположенной балки с установленными на ней направляющими планками и зубчатой рейкой, по которым с помощью электропривода перемещается каретка. На каретке установлено две руки, которые с помощью своих гидроцилиндров перемещаются вверх или в низ, а на руках установлены захваты. 3.3.2.18 Станок специальный (фрезерный) поз.18 (СБ933) Предназначен для обработки наплавленных поверхностей корпуса буксы по заданным размерам с трех сторон. Представляет собой специальный фрезерный станок состоящий из сварной станины, силового стола, фрезерной бабки, поворотного 4-х позиционного стола и одноместного приспособления с гидравлическим зажимом детали. 3.3.2.19 Транспортер поз.19 (КБ01-03.610) Предназначен для передачи корпусов букс от манипулятора поз.20 к специальному станку поз.18. Представляет собой сварную конструкцию состоящую из рамы с направляющими рейками, цепи с закрепленными на ней паллетами и электроприводом. 3.3.2.20 Манипулятор поз.20 (КБ01-03.300) Предназначен для перемещения и загрузки корпусов букс с транспортера поз.16 к позиционерам установленным на передвижных столах поз.21(4шт.) наплавочного комплекса и с позиционеров на транспортер поз.19 Представляет собой сварную конструкцию состоящую из стоек, портально расположенной балки с установленными на ней направляющими планками и зубчатой рейкой, по которым с помощью электропривода перемещается каретка. На каретке установлена рука, которая с помощью гидроцилиндра перемещается вверх или в низ, а на руке установлен захват, поворачивающийся на 90° в горизонтальной плоскости. 3.3.2.21 Передвижной стол поз.21 (КБ01-03.420) Предназначен для установки на него позиционера ф.«Панасоник» с гидравлическим приспособлением разжима корпуса буксы и их перемещения в зону работы наплавочного робота. Представляет собой сварную конструкцию состоящую из рамы с направляющими планками, подвижной платформы с роликами и защитным кожухом. Привод перемещения электромеханический. 3.3.2.22 Роботизированный наплавочный комплекс поз.22 Предназначен для автоматической наплавки изношенных поверхностей корпусов букс (3 стороны), согласно управляющей программе, предварительно определив величину наплавки на каждой стороне. Представляет собой комплект состоящий из: - промышленного робота ТА-1400G2 ф. «Панасоник»; - импульсной сварочной машины MIG\MAG Panasonic YD-500F2; -энкодера; - коммуникационного кабеля; -сварочной горелки водяного охлаждения; - держателя; - устройства подачи проволоки; - набора кабелей; - трансформатора; - позиционера Panasonic; - сервоусилителя; - сенсора касания; - устройства очистки горелки; - устройства охлаждения; - управления внешних осей; - блока преобразования; - подставки для робота. 3.4. Подготовка участка КБ01-03 к работе Перед началом выполнения работ необходимо: - произвести внешний осмотр всего участка и каждого механизма в отдельности; - проверить исправность захватов манипуляторов; - проверить визуально целостность электрической изоляции кабелей и проводов; - проверить работу электрооборудования кратковременным включением отдельных механизмов; - проверить исправность гидравлических систем. Все гидробаки должны быть заполнены маслом до уровня по глазку маслоуказателя. Включением рабочих органов проверить вхолостую соответствие их движений с положениями управляющих органов (кнопок, тумблеров и т.д.); - проверить уровень смазки во всех редукторах и при необходимости дозаправить; - проверить исправность защитных средств (ограждений, кожухов и т. д.) - проверить нахождение всех механизмов в исходном положении. 3.5 Описание работы участка КЬ01-03 3.5.1 Гайковерт Поз.1 Колесная пара с буксами подается слесарем по ремонту подвижного состава (вручную) на подьемно-поворотное устройство, установленное напротив гайковерта и по команде с пульта, подымается им на уровень оси гайковерта. Слесарь по ремонту подвижного состава с помощью универсального гайковерта отвинчивает болты крепления крышки и стопорной шайбы, снимает стопорные планки, шайбы, крышки и укладывает их в корзину на стеллаже. Затем подводит головку гайковерта к буксе и с помощью рукояток управления набрасывает головку гайковерта на гайку и включает гайковерт. Снятую гайку тоже укладывает в корзину и включает поворот подъемника. После поворота операция повторяется на второй буксе. Корзину со снятыми деталями слесарь по ремонту подвижного состава переносит на транспортер поз.5 в зону загрузки обработанной буксы манипулятором поз.17 для подачи ее в мойку (см. п.3.5.5.). Затем опускает КП и перекатывает ее на второе подьемно-поворотное устройство, установленное напротив буксосъемника поз.2. 3.5.2 Буксосъемник Поз.2 После перемещения колесной пары с буксами на второе подьемно-поворотное устройство, по команде с пульта, подымает КП на уровень оси буксосъемника. Слесарь по ремонту подвижного состава проверяет положение буксы относительно захватов буксосъемника (при необходимости выставляет ее напротив захватов) и включает на пульте кнопку «Цикл». Дальше буксосъемник работает в автоматическом режиме. Корпус буксы снимается с оси колесной пары и перемещается в выпрессовщик поз.3. Затем подьемно-поворотное устройство поворачивает КП на 90° и цикл повторяется. 3.5.3 Выпрессовщик подшипников Поз.3 Выпрессовщик работает в автоматическом режиме: - сначала букса поступает в зону выпрессовки, где подшипники выпрессовываются из корпуса буксы и уходят на транспортер поз.4 и далее в мойку; - затем корпус буксы перемещается в зону кантователя, где производится его переворот на 180°. Если транспортер поз.5 свободен, то включается привод кантователя и корпус буксы перемещается на этот транспортер. 3.5.4 Транспортер подшипников Поз.4 Транспортер представляет собой наклонный лоток, разделенный на два ручья. Подшипники после выпрессовки поворачиваются на ребро, разделяются на два потока и по лоткам скатываются к отсекателю, установленному перед мойкой. 3.5.5 Транспортер корпусов букс Поз.5 Загрузка и перемещение корпусов букс по транспортеру производится в автоматическом режиме, только загрузка корзин (с крышками, гайками и т.п.) производится вручную. Транспортер имеет два отсекателя - один после выпрессовщика, второй перед мойкой поз.7. Манипулятор поз.17 устанавливает корпус буксы на транспортер в промежутке между его отсекателями. Корзина с мелкими деталями устанавливается в этой же зоне при условии, что каретка манипулятора поз.17 находится в исходном положении (над транспортером поз.19). Перенеся корзину с мелкими деталями с поз.1, - слесарь по ремонту подвижного состава должен сообщить фрезеровщику о необходимости постановки корзины на транспортер в мойку букс, - фрезеровщик в свою очередь должен нажать кнопку на пульте станка поз.18 «каретка манипулятора «НАЗАД» (каретка уходит в исходном положение и манипулятор отключается), затем убедится в отсутствии каретки в зоне загрузки; - слесарь по ремонту подвижного состава, убедившись в отсутствии каретки в зоне загрузки, должен установить корзину на транспортер, после чего выйти из зоны работы манипулятора и сообщить фрезеровщику об этом, фрезеровщик в свою очередь должен убедится в отсутствии слесаря в зоне загрузки и после этого нажать кнопку «ЦИКЛ» манипулятора». 3.5.6 Установка для мойки подшипников поз.6 Процесс мойки подшипников осуществляться в закрытой камере с использованием оборотного моющего раствора. Процесс работы мойки осуществляться полностью в автоматическом режиме. После выпрессовщика поз.3 подшипники по транспортеру поз.4 подаются в накопительную позицию перед камерой мойки. После определения датчиками наличия объекта мойки в загрузочной позиции – подшипники автоматически подаются в моечную камеру. Попарная подача подшипников в камеры мойки и сушки обеспечивается системой механических упоров и системой толкающих рычагов. В процессе мойки и сушки подшипники вращаются на технологических роликах. Моющий раствор (эмульсия) давлением 4-5 атм. и температурой 90-95°С подаётся на наружные, внутренние и боковые поверхности подшипников. По завершению цикла мойки подшипники автоматически перемещаются в камеру сушки, одновременно в моечную камеру подаётся следующая пара подшипников. В камере сушки подшипники располагаются в вертикальной плоскости и, вращаясь на технологических роликах, обдуваются подогретым воздухом. По окончанию цикла сушки, подшипники по наклонному желобу перемещаются в зону выгрузки. Система АСУ прекращает работу мойки и переходит в режим ожидания до тех пор, пока не поступит сигнал от датчиков о наличии очередной пары подшипников на приемной позиции. Для того чтобы исключить наличие подшипников в камерах мойки и сушки по завершению работы установки, на пульте управления предусмотрена кнопка «Окончание работы». Нажатием указанной кнопки, при помощи пневматических упоров, прекращается подача подшипников на позицию загрузки. Подшипники, находящиеся в моечной камере заканчивают цикл мойки и сушки подогретым воздухом и выкатываются за пределы моечной камеры (подробно см. РЭ на установку). Контроль (оперативное управление при необходимости) за работой установки для мойки подшипников осуществляет слесарь по ремонту подвижного состава, занятый на демонтажной эстакаде. 3.5.7 Установка для мойки корпусов букс Поз.7 С выпрессовщика поз.3 корпус буксы поступает по транспортеру в накопительную позицию перед камерой мойки. Процесс работы мойки осуществляться полностью в автоматическом режиме. После определения датчиками наличия корпуса буксы на приемной позиции, она автоматически захватывается шаговым конвейером и подается в камеру мойки. Моющий раствор (эмульсия) давлением 18 атм. и температурой 90-95°С. подаётся на наружные и внутренние поверхности корпуса буксы. По завершению цикла мойки корпус буксы автоматически перемещаются в камеру сушки, одновременно в моечную камеру подаётся следующий корпус буксы. В камере сушки поток сжатого воздуха направлен в зону лабиринтных проточек и предназначен для удаления из них остатков моющего раствора. По окончанию цикла сушки корпус буксы автоматически перемещается на позицию выгрузки, а шаговый конвейер подает следующие корпуса букс из приемной позиции в камеру мойки, а из камеры мойки в камеру сушки. Система АСУ прекращает работу установки и переходит в режим ожидания до тех пор, пока не поступит сигнал от датчиков о наличии очередного корпуса буксы на приемной позиции. Для того чтобы исключить наличие корпусов букс в камерах мойки и сушки по завершению работы установки, на пульте управления предусмотрена кнопка «Окончание работы». Нажатием указанной кнопки, при помощи пневматических упоров, прекращается подача корпусов букс на позицию загрузки. Корпуса букс, находящиеся в моечной камере, заканчивают цикл мойки, затем сушки сжатым воздухом и выталкиваются за пределы моечной камеры (подробно см. РЭ на установку). Контроль (оперативное управление при необходимости) за работой установки для мойки корпусов букс осуществляет слесарь по ремонту подвижного состава, занятый на демонтажной эстакаде. 3.5.8 Транспортер подшипников Поз.8 Чистые подшипники после мойки перекатываются по наклонному транспортеру на участок сборки колесных пар. 3.5.9 Транспортер корпусов букс Поз.9 Корпуса букс приводными роликами подаются в конец транспортера на поз. П1, где они накапливаются на отсекателе и поочередно выгружаются манипулятором поз.10. 3.5.10 Манипулятор Поз.10 Манипулятор управляется вручную с пульта слесарем по ремонту подвижного состава, работающим за столом поз.11. Манипулятор обслуживает 6 точек (П1,П2,П3,П4,П5,П6). После прибытия корпуса буксы на точку П1, по команде оператора: - манипулятор захватывает корпус буксы, поворачивает его на 90° (для слива оставшегося моющего раствора) и перемещает его на точку П2 для осмотра; - поворачивает корпус буксы назад и опускает его на стол. - захватывает корпус буксы с точки П3 и переносит его в заданную, оператором, точку (П4,П5,П6). 3.5.11 Стол Поз.11 На столе производится дефектовка корпусов букс поступающих на него после мойки. В первом случае после разборки букс для определения, куда какой корпус букс отправлять: - годные - на сборку; - ремонтопригодные - на наплавку; - брак (не подлежащие ремонту). Во втором случае после наплавки и фрезеровки платиков корпусов букс: - годные на сборку; - не соответствующие параметрам на повторную наплавку. Для проведения дефектовки слесарь по ремонту подвижного состава должен произвести следующие действия: - нажать кнопку «Осмотр 1», тогда манипулятор поз.10 захватывает буксу в точке П1 транспортера поз.9, поворачивает ее на 90°, сливает остатки моющего раствора и перемещает ее в точку П2 стола поз.11, для проведения контроля отверстия под подшипники (овальность и конусообразность); - нажать кнопку «Осмотр 2», тогда манипулятор поз.10 поворачивает буксу назад на 90° и опускает ее на точку П2 поворотного столика и автоматически возвращается в исходное положение, точку П1. Слесарь по ремонту подвижного состава производит контроль параметров буксы шаблонами согласно инструкции 3-ЦВРК; - слесарь по ремонту подвижного состава вручную передвигает корпус буксы по столу из точки П2 на точку П3, доворачивает ее в положение, указанное на рис.1 («рожки» повернуты влево) и фиксирует положение буксы выдвижным пальцем. Ориентация необходима для правильной установки корпуса буксы на паллету транспортера Поз.16. В зависимости от качества буксы слесарь по ремонту подвижного состава нажимает нужную кнопку: - или «Брак», тогда манипулятор поз.10 захватывает буксу в точке П3 и переносит ее на точку П6 сталкивателя поз.14; - или «Годная», тогда манипулятор переносит ее на точку П4 транспортера поз.12; - или «Наплавка», тогда манипулятор переносит ее на точку П5 транспортера поз.16. При этом, прежде чем нажать соответствующую кнопку слесарю по ремонту подвижного состава необходимо изношенные поверхности до поступления их на конвейер зачистить шлифовальным кругом или металлической щеткой до металлического блеска. Изношенные планки, приваренные на направляющих корпуса букс, необходимо перед наплавкой удалить. Для обеспечения бессбойного поиска детали в пространстве, точного определения ее геометрии необходимо качественно производить зачистку ниже описанных областей букс: - рисунок 4.1, на внутренней стороне борта буксы(показано стрелками), и на внешней стороне в месте напротив опорных поверхностей; - рисунок.4,2 зачистить каждую поверхность направляющих челюстей по их периметру на глубину 5-7мм от верхнего края и зачистить сверху их; зачистить боковые стороны четырех направляющих бурта на глубину 20-30мм от верхнего края с внутренней стороны;
Рисунок 4.1 – Зачистка на внутренней стороне борта буксы (показано стрелками), и на внешней стороне в месте напротив опорных поверхностей
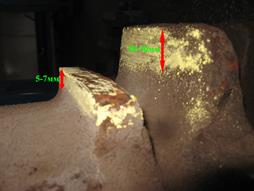
Рисунок 4.2 – Зачистка направляющих челюстей и боковых сторон направляющих бурта
- рисунок 4.3, зачистить по периметру каждую опорную поверхность на глубину 5-7мм, стараясь не изменять ее геометрию, также зачистить сверху ее. Если есть остатки выпирающего литья или остатки старой наплавки от предыдущего восстановления - их удалить.
Рисунок 4.3 – Зачистка опорных поверхностей
Ориентация необходима для правильной работы наплавочного роботизированного комплекса. После установки буксы на заданную точку манипулятор автоматически возвращается в исходную точку П1. 3.5.12 Транспортер Поз.12 После установки корпуса буксы на точку П4 транспортера, слесарь по ремонту подвижного состава (работающий на поз.11) вручную сталкивает ее на транспортер поз.13. 3.5.13 Транспортер Поз.13 Транспортер, приводной цепью, перемещает годный корпус буксы на участок сборки колесных пар, где он сьезжает по склизу на приемный стол участка сборки КП. 3.5.14 Сталкиватель Поз.14 После установки манипулятором поз.10 бракованного корпуса буксы на платформу сталкивателя, по команде от манипулятора срабатывает гидроцилиндр и бракованный корпус буксы сбрасывается в тележку поз.15. 3.5.15 Тележка Поз.15 Тележка с бракованными корпусами букс транспортируется к месту сбора металлолома при помощи кран-балки. 3.5.16 Транспортер Поз.16 Корпус буксы, отправляемый слесарем по ремонту подвижного состава на наплавку (точка П5), загружается манипулятором поз.10 на паллету транспортера (лишь в том случае, если паллета находится на упоре). После того как корпус буксы установлен на паллету, по команде от манипулятора опускаются упоры и паллета захваченная цепью перемещает корпус буксы к месту разгрузки к манипулятору поз.20. После остановки паллеты на упоре, за ней подымаются отсекатель, который не позволяет другой паллете перемещаться в зону разгрузки транспортера до ее освобождения. Если зона разгрузки транспортера не освобождается, то паллеты накапливаются на отсекателе, а зацепы цепи проходят под ними. После того, как корпус буксы забирается манипулятором поз.20, упор опускается и паллета уходит по возвратной ветке к началу транспортера, и там паллеты накапливаются на упоре, а затем по одной подаются на позицию загрузки (точка П5). После ухода паллеты на возвратную ветку, упор подымается и может принять новую паллету с корпусом буксы. При отсутствии корпуса буксы на паллете, упор снова опускается и пропускает пустую паллету на возвратную ветку транспортера. 3.5.17 Манипулятор Поз.17 Манипулятор обслуживает три точки в автоматическом режиме: - транспортер поз.19; - специальный станок поз.18; - транспортер поз.5. После поступления паллеты с корпусом буксы в зону загрузки транспортера поз.19, манипулятор левой рукой захватывает корпус буксы, подымает его и переносит к станку, затем правой рукой захватывает обработанный корпус буксы, подымает его, переезжает на шаг каретки и опускает левой рукой необработанный корпус буксы на станок. После загрузки станка каретка переносит обработанный корпус буксы к транспортеру поз.5 и разгружается только в случае отсутствия на транспортере корпуса буксы в зоне разгрузки. Затем каретка возвращается на исходную позицию (зону загрузки). 3.5.18 Станок специальный (фрезерный) Поз.18 Станок работает в автоматическом режиме. Загрузка и разгрузка корпуса буксы производится манипулятором поз.17. После загрузки корпуса буксы на приспособление производится: - зажим его поворотным прихватом; - подскок пиноли фрезерной бабки; - рабочий ход силового стола (процесс фрезеровки); - отскок пиноли фрезерной бабки; - возврат силового стола в исходное положение; - разжим детали; - поворот приспособления на 90°; Далее цикл повторяется еще по 2-м сторонам детали, а затем поворот приспособления под разгрузку детали. Контроль (оперативное управление) за работой станка осуществляет фрезеровщик. 3.5.19 Поз.19 Транспортер Поз.19 Транспортер работает с остановками в зоне загрузки и разгрузки. Паллета, попадая в зону загрузки манипулятором поз.20, сначала включает датчик замедления скорости транспортера, а затем датчик торможения останавливает транспортер. Манипулятор загружает наплавленный корпус буксы на паллету. Паллета дойдя до зоны разгрузки манипулятором поз.17 при наличии на ней детали сначала замедляет скорость транспортера, а затем останавливает его и манипулятор поз.17 забирает корпус буксы. При отсутствии детали на паллете, транспортер не останавливается. 3.5.20 Манипулятор Поз.20 Манипулятор обслуживает шесть точек в автоматическом режиме: - транспортер поз.16; - 4-ре позиционера роботизированного наплавочного комплекса Поз.22; - транспортер поз.19; После поступления паллеты с корпусом буксы в зону разгрузки транспортера Поз.16: -манипулятор захватывает корпус буксы и переносит его в зону работы любого свободного позиционера; -рука манипулятора поворачивается на 90° и опускается на уровень оси разжимного приспособления позиционера; - после захвата корпуса буксы приспособлением позиционера, рука манипулятора отпускает деталь. - после наплавки детали, передвижной стол переносит корпус буксы в зону работы манипулят
|