
Электроды для контактных сварочных машин,их типы ,конструкционные схемы
Электроды – сменный рабочий инструмент контактных машин, посредством которого осуществляется контакт машины со свариваемыми деталями. Электроды в процессе сварки выполняют следующие функции: - сжимают детали; - подводят к ним ток; - отводят теплоту, выделяющуюся в деталях при сварке; - перемещают детали при (шовной сварке). К материалам электродов и роликов предъявляются следующие требования: - высокая теплопроводность; - высокая электропроводность; - высокая жаропрочность; - высокая твёрдость; - высокая температура рекристаллизации; - малая склонность к массопереносу. Основой практически всех электродных сплавов является медь, легированная Cd, Cr, Ag, Co, Ni. Твёрдость и температуру рекристаллизации повышают добавками Ti, Be, Zr, Al, B, Si. С увеличением содержания легирующих элементов уменьшается электропроводность и теплопроводность меди (рис. 6, табл. 2). Поэтому суммарное количество легирующих элементов не превышает 2%. Для точечной и шовной сварки металлов с высокой электропроводностью и малым сопротивлением деформации (алюминиевые, магниевые, медные сплавы) применяют электродные сплавы с уменьшенным количеством легирующих элементов (область I). Для материалов с низкой электропроводностью и высокой твёрдостью – с большим содержанием легирующих элементов (область II). При рельефной сварке используют электродные сплавы с наибольшей твёрдостью, но с низкой электропроводностью (20…40% от электропроводности меди). Количество легирующих элементов в этом случае может возрастать до 4% и более. Набольшей теплопроводностью, но наименьшей твёрдостью и температурой рекристаллизации обладает холоднотянутая медь М1, сплавы БрКд1 (кадмиевая бронза), БрСр (серебряная бронза), их используют для сварки цветных сплавов. Для сварки сталей и титановых сплавов используют дисперсионно твердеющие сплавы Мц5Б, БрХКд, БрХЦр, МЦ2, МЦ4, БрНБТ. Перспективными являются электроды из спечённых материалов на базе меди с дисперсионным распределением оксидов: Al2O3, MgO, BeO (2…3 % по объёму). По характеристикам электропроводности они близки к сплаву БрКд1, но имеют более высокую жаропрочность.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки. Важнейшая характеристика электродов - стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки - это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы - бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10...12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3...4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40...60 точек в минуту.
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1: 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды. Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью. Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали. Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3...4 их диаметра, а при сварке полос - не менее 10 толщин полосы.
|
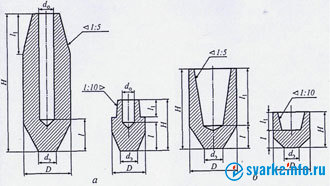 Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б - колпачковым
Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б - колпачковым


