Дефектация деталей. Методы и способы восстановления работоспособности масляных насосов
Дефектация – определение годности агрегата, узла, детали которое проводят с целью определения их тех. состояния, установление их пригодности для дальнейшего использования или потребности в ремонте. Наиболее распространенными дефектами деталей апаратов и агрегатов, поступающих на КР, являются: - изменение размеров рабочих поверхностей; - механические повреждения; - нарушение точности взаимного расположения рабочих поверхностей; - коррозионные повреждения; - изменение физико-механических свойств материала. Детали масляного насоса (корпус верхней и нижней секции, валик, шестерни и др.) могут иметь различные дефекты, указанные в ТУ на ремонт насосов разных моделей. Основные дефекты насосов следующие. При работе масло из камеры нагнетания перетекает в камеру всасывания сквозь неплотности в сопряжении торцовых поверхностей шестерен с корпусом насоса и крышкой, в сопряжении головок зубьев шестерен с корпусом насоса и через неплотности в сопряжении зубьев шестерен по линии сцепления. Торцовый зазор ремонтники устраняют фрезеровкой корпуса насоса и сопрягаемой с ним крышки, заменяют втулки, восстанавливают изношенные места валиков, заменяют шестерни или шлифуют их торцы для сохранения торцового зазора после фрезеровки корпуса и крышки. Изношенное гнездо редукционного клапана насоса восстанавливают торцовой фрезой в специальной оправке, ввертываемой в резьбовую часть канала клапана. Оправку с фрезой диаметром 18 мм используют для фрезеровки гнезда редукционного клапана масляного насоса двигателя Д-54; с фрезой диаметром 25 мм для КДМ-46 и 22 мм — для масляного насоса двигателей Д-6 и Д-12.При их ремонте применяют сварку, наплавку, гальваническое наращивание, обработку под номинальный и ремонтный размеры. B собранном насосе радиальный зазор (на одну сторону) между гнездами корпусов и наружным диаметром шестерен должен быть 0,050-0,088 мм и 0,060-0,108 мм; для деталей, бывших в эксплуатации, допускается увеличение зазора до 0,16 мм. Посадки деталей масляного насоса приводятся в ТУ на ремонт [3]. Все детали насоса промывают в керосине и продувают сжатым воздухом. Если есть трещины на крышке или корпусе насоса эти детали заменяют новыми. После осмотра ведущей и ведомой шестерни насоса в случае их износа их также заменяют новыми. При проверке обе шестерни, установленные в корпусе насоса, должны легко вращаться рукой при прикладывании усилия к ведущему валику. В шестеренчатых насосах с наружным зацеплением шестерен щупом проверяют зазор между наружным диаметром ведомой шестерни и расточкой в корпусе насосе. В зависимости от модели двигателя предельно допустимый зазор составляет 0,22—0,25 мм, номинальный 0,105–0, 175 мм (рис. 1)[4].
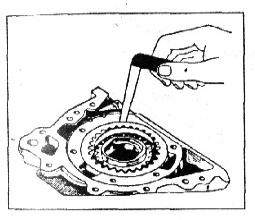
Рисунок 1 - Измерение зазора между наружным диаметром ведомой шестерни и корпусом насоса (насос с внутренним зацеплением шестерен)
Кроме того, проверяют зазор между зубьями шестерен, он не должен превышать 0,20 мм. Линейкой и щупом измеряют зазор между торцами шестерен и плоскостью корпуса насоса. В зависимости от модели двигателя предельный зазор составляет 0,25 мм, номинальный — 0,140–0,215 мм. У шестеренчатых насосов измеряют диаметр шестерен и определяют зазор между осью и ведомой шестерней. Он должен находиться в пределах 0,017—0,057 мм, предельно допустимый зазор равен 0,1 мм. Зазор между валиком насоса и отверстием в корпусе должен находиться в пределах 0,016—0,055 мм. Крышка насоса в зоне прилегания шестерен не должна иметь уступов. В случае необходимости ее фрезеруют или шлифуют. Максимальная толщина снимаемого слоя не должна превышать 0,2 мм. Ремонтируя насосы с шестеренчатым приводом от распределительного вала, необходимо произвести дополнительные измерения. Так, определить износ зубьев ведомой шестерни привода насоса можно путем измерения толщины ее зубьев зубомером. Шестерню заменяют, если толщина ее уменьшена более чем на 0,15 мм по сравнению с номинальным размером, Определяют зазор между опорной шайбой и торцом корпуса привода, который не должен превышать 0,25 мм. Если насосы имеют прокладку между крышкой и корпусом, то при ремонте насоса прокладка, изготовленная из паронита или картона толщиной 0,3 мм, заменяется новой. При установке прокладки не разрешается применять лак, краску или другие герметики, не допускается и установка более толстой прокладки, так как из-за этого снижается производительность насоса. Если в двигателе установлен привод масляного насоса типа вал-шестерня, проверяют овальность втулок вала, запрессовку в гнездах, а также совпадение смазочного отверстия во втулке с каналом в блоке цилиндров. Втулки в блоке цилиндров проворачивать нельзя. Измеряют также диаметр втулок и валика и определяют зазор между ними. Если зазор больше 0,15 мм, а также, если имеются повреждения поверхностей этих деталей, втулки выбраковывают. После запрессовки втулок их обрабатывают развертками до получения надлежащего диаметра. При осмотре вал привода насоса не должен иметь повреждений опорных шеек, а шестерня вала не должна иметь заметного износа и выкрашивания зубьев. Внутренняя поверхность втулки должна быть без задиров. Ослабление запрессовки и овальность втулки шестерни привода масляного насоса и распределителя зажигания не допускаются. При ремонте масляного насоса разбирают редукционный клапан и промывают его гнезда растворителем. На клапане и гнезде не должно быть продольных рисок. Небольшие сколы и царапины плунжерных клапанов шлифуют наждачной бумагой. Во время проверки упругости пружины клапана при нажатии на пружину ее длина не должна уменьшиться более чем на 11 — 13 мм. Проверку работоспособности редукционного клапана производят также и нажатием на пружину или шарик, плунжер прутком из мягкого металла. Пружина или шарик, плунжер должны перемещаться без помех с некоторым сопротивлением.
|