Специальные виды точечной контактной сварки
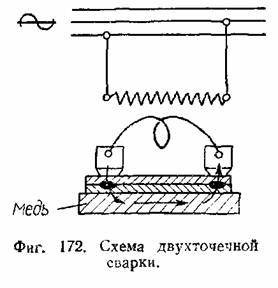
Для увеличения производительности применяется многоточечная сварка, при которой за один цикл работы машины сваривается несколько точек. На фиг. 172 показана схема двухточечной сварки. Электроды прижимаются к изделию, лежащему на токопроводящей медной подкладке. Ток идёт по цепи электрод — изделие — медная подкладка — изделие — второй электрод. Свариваются одновременно две точки. Такой способ называется односторонней двухточечной сваркой. Многоточечные машины обычно имеют гидравлический привод и работают по принципу односторонней двухточечной сварки. Маслораспределитель распределяет масло, находящееся под высоким давлением, по цилиндрам отдельных электродов и прижимает к изделию по два соответственных электрода, подавая ток на них, затем ток выключается, электроды отодвигаются, масло подаётся в следующую пару цилиндров и т. д., пока не будет закончена сварка всего узла. Подобные машины могут иметь до 100 и более электродов. В некоторых многоточечных машинах все электроды сразу прижимаются к изделию, что обеспечивает меньшее коробление и большую точность изделия.
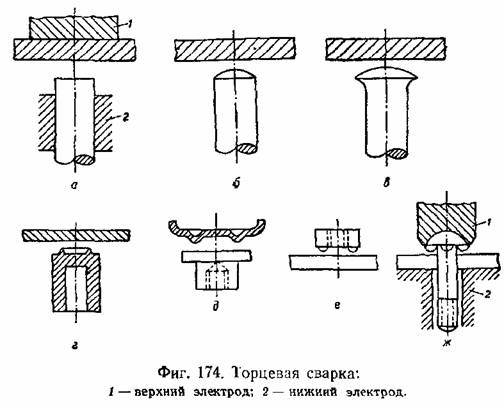
Метод рельефной сварки может обеспечить высокую производительность. Электроды находятся в хороших условиях работы и имеют большой срок службы, поскольку их контактная поверхность очень велика, а давление и ток концентрируются в выступах свариваемых деталей. Недостатком рельефной сварки является значительная электрическая мощность, требующаяся для сварочных прессов. Величина этой мощности для сварки одного выступа колеблется от 15 до 30 ква. Давление на один выступ обычно составляет от 200 до 600 кг. Разновидностью рельефной сварки является приварка стержней к листам торцами (фиг. 174, а, б, в, г, д, е и ж). Эта торцевая или Т-образная сварка может выполняться на нормальных контактных машинах с изготовлением несложных дополнительных приспособлений.
Концу стержня часто придают сферическую форму, причём сечение конца стержня предварительно увеличивается высадкой.
|
 Ток распределяется между прижатыми электродами специальным токораспределителем, имеющим довольно сложное устройство и включающим электроды попарно, осуществляя процесс односторонней двухточечной сварки. Оба типа машин применимы лишь в массовом производстве, причём, для каждой производимой детали требуется изготовление достаточно сложного приспособления с соответствующим размещением электродов и гидравлических цилиндров давления.
Ток распределяется между прижатыми электродами специальным токораспределителем, имеющим довольно сложное устройство и включающим электроды попарно, осуществляя процесс односторонней двухточечной сварки. Оба типа машин применимы лишь в массовом производстве, причём, для каждой производимой детали требуется изготовление достаточно сложного приспособления с соответствующим размещением электродов и гидравлических цилиндров давления. Несколько проще одновременная сварка нескольких точек осуществляется способом рельефной сварки или сварки выступами, являющейся разновидностью точечной Контактной сварки. В этом случае на одной из свариваемых деталей или на обоих (фиг. 173) предварительно выштамповываются выступы (рельефы) в местах, подлежащих сварке. Подготовленные детали закладываются в специальную сварочную машину, носящую название сварочный пресс. Сварка выступами может осуществляться также на мощных точечных машинах с прямолинейным хододом электрода, например на машинах АТА-100 (фиг. 164), причём нормальный точечный электрод заменяется специальным электродом для рельефной сварки, имеющим форму массивной плиты. Одновременно с включением тока верхний электрод сжимает детали и спрессовывает их до полного уничтожения выступов. Таким образом, за один ход машины производится столько сварных точек, Сколько было выштамповано выступов, число их может доходить до нескольких десятков на одной детали. Для получения качественной сварки требуется точная штамповка и плотное прилегание собранных деталей по всем выступам.
Несколько проще одновременная сварка нескольких точек осуществляется способом рельефной сварки или сварки выступами, являющейся разновидностью точечной Контактной сварки. В этом случае на одной из свариваемых деталей или на обоих (фиг. 173) предварительно выштамповываются выступы (рельефы) в местах, подлежащих сварке. Подготовленные детали закладываются в специальную сварочную машину, носящую название сварочный пресс. Сварка выступами может осуществляться также на мощных точечных машинах с прямолинейным хододом электрода, например на машинах АТА-100 (фиг. 164), причём нормальный точечный электрод заменяется специальным электродом для рельефной сварки, имеющим форму массивной плиты. Одновременно с включением тока верхний электрод сжимает детали и спрессовывает их до полного уничтожения выступов. Таким образом, за один ход машины производится столько сварных точек, Сколько было выштамповано выступов, число их может доходить до нескольких десятков на одной детали. Для получения качественной сварки требуется точная штамповка и плотное прилегание собранных деталей по всем выступам.