Шовная, или роликовая сварка
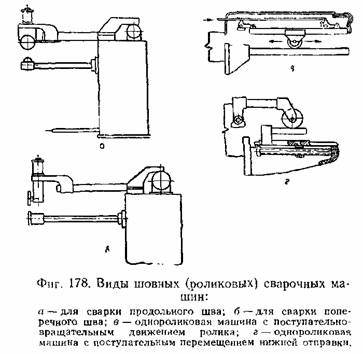
Признаком этого вида сварки является наличие хотя бы одного электрода в форме ролика, катящегося по шву. По форме и расположению электродов имеется несколько основных видов шовных машин. Машины для двусторонней сварки могут быть разделены на двухроликовые, многороликовые и однороликовые. В последнем случае вторым электродом служит оправка для закрепления изделия (фиг. 178). Машины для односторонней шовной сварки могут иметь один, два или несколько роликов. Двусторонние, двухроликовые машины могут быть приспособлены для выполнения продольного или поперечного шва. В первом случае ролики вращаются в плоскости рукавов машины. Это расположение электродов применяется, например, для сварки продольного шва цилиндрических изделий.
а) детали или ролики движутся прерывисто, приостанавливаясь на короткие промежутки времени, ток даётся в момент остановки перемещения ролика; б) ролики перемещаются непрерывно, вращаясь с постоянной скоростью, а ток подаётся отдельными импульсами с перерывами между ними. Первый более сложный метод сварки с прерывистым движением ролика в нашей промышленности применяется мало из-за сложности конструкции механической части требующихся машин. Применяется преимущественно прерывистая подача тока при непрерывном перемещении роликов. Шовная сварка с непрерывной подачей тока и непрерывным перемещением роликов может дать удовлетворительные результаты лишь в немногих случаях. Одним из таких случаев является шовная сварка на больших скоростях, когда перерывы тока производятся естественными пульсациями переменного тока нормальной частоты. При этом каждый полупериод тока должен сваривать одну точку шва. При нормальной частоте переменного тока 50 пер/сек/ должно свариваться 100 точек в секунду. При нормальном расстоянии между центрами соседних точек (2—3 мм) производительность сварки получается равной 12—18 м шва в минуту. В настоящее время лишь немногие машины работают с подобными скоростями. В большинстве случаев применяются значительно меньшие скорости сварки и приходится прибегать к искусственному прерыванию тока после сварки каждой точки. Наилучшие результаты дают специальные тиратронные и игнайтронные прерыватели. Механические прерыватели в большинстве случаев дают не вполне удовлетворительные результаты.
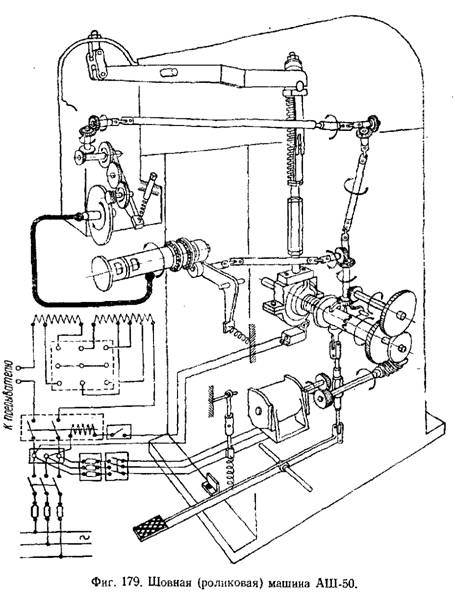
Основным характерным узлом механической части шовных машин является привод вращения сварочных роликов. Привод вращения могут иметь как оба ролика, так и один из них — верхний или нижний, в зависимости от характера свариваемого изделия. Привод может быть шестеренным, в этом случае обеспечивается постоянство угловой скорости вращения ролика, но не вполне обеспечивается постоянство линейной скорости на окружности ролика, меняющейся вместе с износом ролика. Накаточный привод шарошками, сцепляющимися с боковой гранью ролика, обеспечивает лучшее постоянство линейной скорости ролика независимо от его износа, но не вполне гарантирует постоянство угловой скорости вследствие возможности проскальзывания шарошки по ролику. Шарошечный привод непрерывно зачищает рабочую поверхность ролика, что является также преимуществом этого привода. На фиг. 179 дана электрокинематическая схема шовной машины АШ-50 мощностью 50 ква изготовления завода Электрик. Машина имеет шарошечный привод верхнего ролика; нижний ролик приводится во вращение вместе с нижним рукавом фрикционным приводом. В табл. 21 приведены технические данные некоторых шовных машин отечественного производства.
|
 Длина шва, свариваемого за один приём, ограничивается величиной вылета машины. Поперечное расположение роликов применяется, например, для сварки поперечных круговых швов на цилиндрических изделиях, но может быть использовано также для сварки прямолинейных швов какой угодно большой длины при расстоянии шва от края изделия, допускаемом вылетом машины. Опыт показывает, что шовная сварка даёт удовлетворительные результаты лишь при прерывистом режиме работы, когда сварка ведётся отдельными импульсами, а сварной шов состоит из отдельных сварных точек, края которых взаимно перекрываются. Прерывистая сварка может осуществляться следующими двумя приёмами;
Длина шва, свариваемого за один приём, ограничивается величиной вылета машины. Поперечное расположение роликов применяется, например, для сварки поперечных круговых швов на цилиндрических изделиях, но может быть использовано также для сварки прямолинейных швов какой угодно большой длины при расстоянии шва от края изделия, допускаемом вылетом машины. Опыт показывает, что шовная сварка даёт удовлетворительные результаты лишь при прерывистом режиме работы, когда сварка ведётся отдельными импульсами, а сварной шов состоит из отдельных сварных точек, края которых взаимно перекрываются. Прерывистая сварка может осуществляться следующими двумя приёмами;