
Конструкции колонных абсорбционных аппаратов
Отметим сразу, что представленные принципиальные конструкции колонных аппаратов относятся не только к абсорбционным, но также и к массообменным аппаратам других типов: ректификационным, экстракционным, реакционным или любым другим тепло-массообменным аппаратам с непосредственным контактом фаз. Пленочные аппараты. В этих аппаратах газ и жидкость соприкасаются на поверхности текущей жидкой пленки, движущейся по вертикальным или горизонтальным поверхностям, образованным трубами или пластинами. Наиболее распространенными из этого типа аппаратов являются трубчатые пленочные аппараты с нисходящей (рис. 2.6, а) и восходящей (рис. 2.6, б) жидкой пленкой. Аппараты применяют в основном в процессах абсорбции, десорбции, когда необходимо отводить большое количество тепла, выделяющегося при абсорбции газа. В аппаратах с нисходящей жидкой пленкой скорость газа принимают порядка 5–6 м/с, а в аппаратах с восходящей пленкой – 10–40 м/с. В последнем случае достигаются высокие коэффициенты массопередачи, однако гидравлическое сопротивление таких аппаратов существенно возрастает. С целью интенсификации массообменного процесса в них применяют «закрутку» газового потока за счет винтовых завихрителей, установленных на входе в трубки.
4 – трубные вставки
В настоящее время наметились две тенденции использования трубчатых пленочных аппаратов – это уменьшение толщины пленки и перевод пленочных колонн на режим эмульгирования. При скоростях движения газа 3–4 м/с жидкость стекает по поверхности трубы тонкой пленкой с образованием волнистой поверхности. При увеличении скорости газа стекание жидкости замедляется и в нижней части трубы образуется газожидкостная пробка. Начало подхватывания жидкости сопровождается появлением звука, характерного для барботажа. Дальнейшее незначительное увеличение скорости газа приводит к медленному заполнению всей трубы эмульсией, которая совершает резкие колебания вдоль трубы с амплитудой Пленочный аппарат с листовой (или пакетной) насадкой представляет собой вертикальную цилиндрическую колонну, в которой установлены вертикальные пластины (плоско-параллельная насадка) из твердого материала (металл, дерево, шифер, пластмасса, стеклоткань и др.) или туго натянутых полотнищ из ткани. В верхней части находится распределительное устройство, равномерно орошающее каждую пластину с обеих сторон. Аппарат имеет малое гидравлическое сопротивление, используется преимущественно в процессах изотермической абсорбции хорошо растворимых газов. Насадочные колонны в качестве абсорберов получили самое широкое распространение. Кроме этого, этот тип колонн применяется в малотоннажных производствах с использованием других массообменных процессов (ректификация, экстракция). В насадочной колонне (рис. 2.7) насадка (твердые тела различной формы) укладывается на опорные решетки, имеющие отверстия для прохождения газа и стока жидкости.
Рис. 2.7. Схема конструкции насадочного абсорбера
Жидкость с помощью распределителя равномерно орошает насадочные тела и стекает вниз. По всей высоте слоя насадки не достигается равномерного распределения жидкости по сечению колонны, что связано с пристеночным эффектом. Плотность укладки насадки в центральной части колонны больше, чем у стенок. Вследствие этого жидкость имеет тенденцию растекаться от центральной части колонны к ее стенкам (рис. 2.8). Поэтому для улучшения смачиваемости насадки в колоннах, имеющих большие высоты и диаметр, насадку укладывают слоями (секциями) и под каждой секцией, кроме нижней, устанавливают перераспределители жидкости В насадочной колонне жидкость течет по элементу насадки главным образом в виде тонкой пленки, поэтому поверхностью контакта фаз является в основном смоченная поверхность насадки. При перетекании жидкости с одного элемента насадки на другой пленка жидкости разрушается, и на расположенном ниже элементе образуется новая пленка. Основными характеристиками насадки является ее удельная поверхность Сведения о гидродинамических режимах работы насадочных колонн приведены в первой части пособия.
Рис. 2.8. Распределение жидкости по высоте насадки
Выбор насадок. Чтобы насадка работала эффективно, она должна удовлетворять следующим основным требованиям: обладать большей поверхностью в единице объема; хорошо равномерно распределять и смачиваться абсорбентом; оказывать малое гидравлическое сопротивление газовому потоку; быть стойкой к химическому воздействию контактирующих в колонне жидкости и газа; иметь малый удельный вес; обладать высокой механической прочностью; иметь невысокую стоимость. Насадок, удовлетворяющих перечисленным требованиям, не существует. Удовлетворение одних требований вступает в противоречие с другими. Так, например, увеличение удельной поверхности насадки приводит к повышению гидравлического сопротивления аппарата. В промышленности применяют разнообразные по форме, размерам и материалам насадки. Насадки изготавливают из керамики, различных металлов, фарфора, пластмассы, дерева, кусков кокса, кварца и т. п.
Широкое распространение получила насадка в виде тонких колец высотой, равной диаметру (кольца Рашига), который изменяется в пределах 15–150 мм. Кольца малых диаметров засыпают в аппарат навалом, больших диаметров укладывают правильными рядами, сдвинутыми относительно друг друга (рис. 2.9).
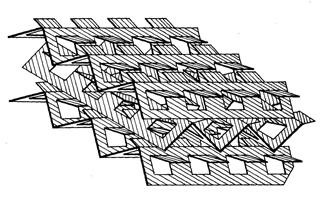
Рис. 2.9. Кольца Рашига: а) навалом; б), в) регулярная Для создания развитой поверхности контакта в насадочных колоннах широко используют различные насадочные тела (рис. 2.10). Распространены кольца Лессинга, Палле (кольца с перфорированными стенками), изготовленные из металла, керамики и пластмассы, отличительной особенностью которых является обеспечение неизменной эффективности в широком интервале нагрузок. Хорошими рабочими характеристиками обладают также насадки из элементов седлообразного профиля – седла Берля и «Инталлокс». Седлообразная насадка при одинаковых размерах насадочных тел имеет удельную поверхность на 25 % больше, чем у колец Рашига. Седла «Инталлокс» проще в изготовлении, и поэтому им при проектировании насадочных колонн следует отдавать предпочтение.
а)
б) Рис. 2.10. Насадочные тела массообменных аппаратов: а) 1 – кольца Рашига; 2 – кольцо с перегородкой; 3,4 – кольца с перфорацией, 5 – седла Берля; 6–10 – насадочные тела из пружин; б) насадка из просечных листов
В последние годы появилось большое число насадок, изготовленных из сеток перфорированного листового материала (Малтифил, Гиперфил, Зульцер, Гудлоу, Стедман, Спрейпак и др.). Эти насадки обладают малым сопротивлением и высокой эффективностью, однако чувствительны к загрязнениям (легко забиваются). Для равномерной подачи орошаемой жидкости применяются различные распределительные устройства: распределительные плиты, желоба, дырчатые трубы, брызгалки, тарельчатые и многокорпусные оросители, центробежные разбрызгиватели и др. Основными достоинствами насадочных колонн являются простота устройства и малое гидравлическое сопротивление. Недостатки: трудность отвода тепла и плохая смачиваемость насадки при малых плотностях орошения. Насадочные колонны не пригодны при работе с загрязненными жидкостями. Для таких жидкостей применяют аппараты с «плавающей» насадкой. В них в качестве насадки используют легкие полые или сплошные пластмассовые шары, которые при достаточно высоких скоростях переходят во взвешенное состояние. Тарельчатые колонны представляют собой вертикальные конструкции, внутри которых на определенном расстоянии друг от друга размещены горизонтальные перегородки – тарелки. С их помощью осуществляется направленное движение фаз и многократное взаимодействие жидкости и газа. В настоящее время известны сотни различных конструкций тарельчатых контактных устройств, многие из которых имеют чисто познавательный интерес. Ряд конструкций, хотя и различаются отдельными элементами, в практическом отношении имеют равноценные показатели с уже известными конструкциями. Достаточно стройной классификации тарельчатых контактных устройств нет, поэтому их классифицируют по ряду следующих признаков: · способу организации перелива жидкости с тарелки на тарелку различают тарелки с переточными устройствами и тарелки без переточных устройств (провального типа). У тарелок первого типа жидкость перетекает с тарелки на тарелку через специальные каналы, которые не предназначены для прохода пара. У тарелок второго типа пар (газ) и жидкость проходят через одни и те же отверстия; · по числу потоков жидкости тарелки выполняют одно-, двух-, и многопоточными. Последние применяют в колоннах большого диаметра и при значительных расходах жидкости с целью обеспечения равномерного уровня жидкости на тарелке и распределения паров по площади контактного устройства; · в зависимости от диаметра аппарата тарелки выполняют со сплошным полотном и полотном разборной конструкции. Первые применяют при сравнительно небольших диаметрах колонн; · в зависимости от направления движения газовой и жидкой фаз в зоне контакта различаются тарелки с перекрестным током (барботажные), прямоточные (струйные) и противоточные; · по типу контактных смежных элементов тарелки разделяют на ситчатые; колпачковые; клапанные; решетчатые; S- образные; комбинированные и специальные. До 50 годов в нефтеперерабатывающей и химической промышленности, в основном, находились в эксплуатации колонны с колпачковыми и ситчатыми тарелками. Затем появились различные типы тарелок, которые впоследствии нашли широкое применение и стали превосходить показатели колпачковых и ситчатых тарелок. Вместе с тем, следует отметить, что универсальных конструкций тарелок не существует. В большинстве случаев при оценке конструкции тарелки следует принимать во внимание следующие показатели: производительность (по газу и жидкости); гидравлическое сопротивление; эффективность работы при номинальной нагрузке; диапазон рабочих нагрузок при условии достаточной эффективности; простоту конструкции; удобство ремонта и монтажа; металлоемкость. При проектировании тарельчатых колонн весьма распространенной ошибкой является стремление реализовать рабочую нагрузку вблизи максимальной эффективности процесса. Однако при работе промышленных аппаратов нагрузки по паровой и жидкой фазам могут изменяться в широких пределах. На практике это приводит к тому, что колонна оказывается неспособной обеспечить заданные условия разделения смеси и производительность даже при использовании современных систем автоматизированного управления. На рис. 2.11. приведены принципиальные конструкции тарельчатых колонн со сливными устройствами и колпачковыми, ситчатыми, S-образными и прямоточными тарелками.
Рис. 2.11. Тарельчатые колонны с различными типами тарелок: a) колпачковыми; b) ситчатыми; c) S-образными; d) прямоточными
Как уже было сказано выше, в этих колоннах перелив жидкости с тарелки на тарелку производится при помощи специальных устройств – сливных трубок, карманов и т. п. Нижние концы трубок погружены в стакан на нижерасположенных тарелках и образуют гидравлические затворы, исключающие возможность прохождения газа через сливное устройство. Жидкость поступает на верхнюю тарелку, сливается с тарелки на тарелку через переливные устройства и удаляется из нижней части колонны через гидрозатвор, исключающий поступление газовой фазы, поступающей в нижнюю часть колонны. Газовая фаза проходит последовательно через отверстия (или колпачки) каждой тарелки. При этом газ распределяется в виде пузырьков и струй в слое жидкости на тарелке, образуя на ней слой пены, представляющий собой поверхность контакта фаз и определяющий процесс тепло-массообмена. Отработанная газовая фаза удаляется сверху колонны. Переливные устройства располагают на тарелках таким образом, чтобы жидкость на соседних тарелках протекала во взаимопротивоположных направлениях. Гидродинамические режимы работы тарелок. Эффективность работы тарелок различных конструкций в значительной степени зависит от гидродинамических режимов их работы. В зависимости от скорости газа и плотности орошения различают три основных гидродинамических режима работы барботажных тарелок: пузырьковый, пенный и струйный. Эти режимы отличаются структурой барботажного слоя, которая в основном определяет его гидравлическое сопротивление, высоту и величину поверхности контакта фаз. Пузырьковый режим наблюдается при небольших скоростях газа, когда он движется через слой жидкости в виде отдельных пузырьков. Поверхность контакта фаз на тарелке в этом случае невелика. Пенный режим возникает с увеличением расхода газа, когда выходящие из отверстий и прорезей отдельные пузыри сливаются в сплошные струи, которые на определенном расстоянии от места истечения разрушаются вследствие сопротивления барботажного слоя с образованием большого количества пузырьков. При этом на тарелке возникает газо-жидкостная дисперсная система – пена, которая является нестабильной и разрушается сразу после увеличения подачи газа. В этом режиме массообмен происходит на поверхности пузырьков и струй газа, а также на поверхности капель жидкости, которые в большом количестве образуются над барботажным слоем при выходе пузырьков газа из барботажного слоя и разрушении их оболочек. В пенном режиме поверхность контакта фаз на тарелке максимальна. Струйный режим появляется при дальнейшем увеличении скорости газа. В этом случае длина газовых струй увеличивается, и они выходят на поверхность барботажного слоя, не разрушаясь и образуя большое количество крупных брызг. Поверхность контакта фаз в условиях такого гидродинамического режима резко падает. Следует отметить, что переход от одного режима к другому происходит постепенно и общие методы расчета границ гидродинамических режимов отсутствуют. Поэтому при проектировании тарельчатых аппаратов обычно расчетным путем определяют скорость газа, соответствующую нижнему и верхнему пределам работы тарелки, и после этого выбирают рабочую скорость газа. В практике проектирования тарелок с переливными устройствами наибольшее распространение получила следующая эмпирическая зависимость:
В этой формуле вся сложность влияния различных факторов переносится на опытный коэффициент C. Максимальное (
Ситчатые тарелки представляют собой плоский перфорированный лист со сливными устройствами или без них (рис. 2.12). Перфорацию выполняют либо в виде круглых отверстий диаметром 2–6 мм и шагом t = (3 – 5)× d (рис. 2.12, а), либо путем просечки листа с последующим отгибом кромок (рис. 2.12, б). Относительная площадь отверстий составляет от 8 до 30 % в зависимости от производительности тарелки по газу. При отсутствии переливного устройства ситчатая тарелка работает в провальном режиме, т. е. через отверстия снизу вверх проходит газ, а сверху вниз – жидкость. а) б)
Рис. 2.12. Типы перфораций ситчатых тарелок: а) в виде круглых отверстий; б) просечкой листа Колпачковые тарелки с капсульными колпачками (рис. 2.13). Менее чувствительны к загрязнениям, чем колонны с ситчатыми тарелками, и отличаются более высоким интервалом устойчивой работы. Колпачковые тарелки по производительности уступают тарелкам других конструкций, сравнительно трудоемки в изготовлении и монтаже, но они нашли широкое применение благодаря универсальности и неприхотливости в эксплуатации. Колпачки на тарелках располагают по вершинам равносторонних треугольников с шагом t = (1,3–1,9)× dk (dk – диаметр колпачка). Крепление колпачков может быть выполнено индивидуальным или групповым способом. Патрубки крепят к полотну развальцовкой или сваркой. Колпачки изготовляют штампованными из углеродистой и нержавеющей сталей d = 1,5–4 мм, а также литыми из чугуна d = 5 мм. По окружности колпачка для прохода паров имеются 20–40 прорезей (зубцов) высотой 20–30 мм. Интенсивность образования пены и брызг на колпачковых тарелках зависит от скорости движения газа и глубины погружения колпачка в жидкость.
К недостаткам колпачковых тарелок следует отнести сложность устройства и высокую стоимость, низкие предельные нагрузки по газу, относительно высокое гидравлическое сопротивление, трудность очистки. Поэтому колонны с колпачковыми тарелками постепенно вытесняются новыми, более прогрессивными конструкциями тарельчатых аппаратов.
Рис. 2.13. Колпачок капсульный: 1 – колпачок; 2 – патрубок; 3, 4 – гайки; 5 – шпилька; 6 – полотно тарелки
Клапанные тарелки представляют собой видоизмененные ситчатые тарелки, приспособленные для работы при сильно меняющихся газовых нагрузках. Конструктивно это достигается установкой клапанов, перекрывающих отверстия тарелки, степень открытия которых зависит от нагрузки по газу. При низких нагрузках подъем клапана минимальный и площадь живого сечения тоже мала, с повышением нагрузки по газу увеличивается подъем клапана. Таким образом, скорость газа в живом сечении отверстий остается приблизительно постоянной. Клапаны представляют собой крышки той или иной конструкции, прикрывающие отверстия тарелки под действием собственного веса. В зависимости от формы отверстия клапанные тарелки изготовляют двух типов: с дисковыми и прямоугольными клапанами. Тарелки с прямоугольными клапанами, как правило, имеют прорези прямоугольной формы, которые перекрываются пластинчатыми клапанами L – образной формы (рис. 2.14). Диаметры дисковых клапанов составляют 40–50 мм, диаметры отверстий – 30–40 мм, высота подъема клапана 6–8 мм. Клапаны располагают в шахматном порядке с шагом t = (2–4) × dk.
Разновидностью клапана, имеющего широкое применение в отечественной практике, является прямоточный клапан, отличающийся конструкцией направляющих и системой закрепления в полотне тарелки. Две направляющие имеют различную длину (рис. 2.15). При работе сначала поднимается легкая часть клапана, обращенная против движения жидкости, затем при больших паровых нагрузках клапан принимает положение, при котором пары выходят в направлении движения жидкости. Короткая ножка, установленная в вырезе на кромке отверстия, обеспечивает строгую ориентацию клапана при всех режимах его работы.
Рис. 2.14. Конструкция и режимы работы клапанной тарелки с пластинчатыми клапанами: 1 – тарелка; 2 – L – образный клапан; 3 – удерживающая скоба
Рис. 2.15. Схема работы клапана клапанной тарелки с направляющими
С целью улучшения показателей работы клапанов применяют балластные тарелки, которые отличаются по устройству от клапанных тарелок тем, что в них между легким круглым клапаном и кронштейном-ограничителем установлен на коротких стойках, опирающихся на тарелку, более тяжелый, чем клапан, балласт. Клапан начинает подниматься при небольших скоростях газа. С дальнейшим увеличением скорости клапан упирается в балласт и затем поднимается вместе с ним. Балластные тарелки отличаются более равномерной работой и полным отсутствием провала жидкости во всем интервале скоростей газа. Достоинства клапанных и балластных тарелок: сравнительно высокая пропускная способность по газу и гидродинамическая устойчивость, постоянная и высокая эффективность в широком интервале нагрузок по газу. К недостаткам тарелок можно отнести их повышенное сопротивление, обусловленное весом клапана и балласта. Струйные (чешуйчатые) тарелки представляют собой стальной лист, на котором в шахматном порядке выполнены штамповкой полукруглые лепестки, имеющие радиус 15–25 мм и отогнутые в сторону сливного кармана под углом 20–40 0 . Изменяя число лепестков, их радиус и угол отгиба, можно добиваться того, чтобы относительная поверхность свободного сечения тарелки составляла около 15 %. Через каждые два ряда перпендикулярно направлению потока жидкости устанавливают вертикальные перегородки, имеющие прямоугольную прорезь для прохода жидкости у нижнего основания. Перегородки способствуют интенсификации взаимодействия фаз. С целью торможения прямоточного движения фаз используют смену направления ориентации лепестков на противоположное через 1–2 ряда лепестков. В распылительных колоннах развитая межфазная поверхность создается путем распыления жидкости механическими и пневматическими форсунками различной конструкции. Аппараты представляют собой полые колонны, внутри которых размещены форсунки. Форсунки располагают таким образом, чтобы обеспечить максимальную эффективность работы аппарата и равномерное распределение факела распыла по всему поперечному сечению. В колоннах с форсунками, в которых факел распыла распространяется сверху вниз, теоретически должен осуществляться противоток. Однако, вследствие циркуляции и перемешивания газа, такие аппараты по характеру контакта газа и жидкости ближе к аппаратам с полным перемешиванием фаз, и, следовательно, их эффективность ниже, чем при прямотоке. Кроме того, в полых цилиндрических аппаратах газ неравномерно распределяется по поперечному сечению, что также снижает их эффективность. Преимущества полых аппаратов – простота конструкции, малое гидравлическое сопротивление. Недостатки – невысокая эффективность, обусловленная перемешиванием газа и плохим заполнением объема факелом распыла, высокий расход энергии на распыление жидкости. Распыливающие абсорберы применяются главным образом для поглощения хорошо растворимых газов.
|
 Рис. 2.6. Трубчатые пленочные аппараты с нисходящей (а) и восходящей (б) пленкой жидкости: 1 – трубки; 2 – трубные доски; 3 – корпус;
Рис. 2.6. Трубчатые пленочные аппараты с нисходящей (а) и восходящей (б) пленкой жидкости: 1 – трубки; 2 – трубные доски; 3 – корпус;
 (м2/м3), свободный объем (порозность слоя)
(м2/м3), свободный объем (порозность слоя)  , эквивалентный диаметр насадки
, эквивалентный диаметр насадки  .
.



 .
. ) и минимальное (
) и минимальное ( ) значения коэффициентов выбирается по графикам и таблицам в зависимости от типа тарелки, расстояния между тарелками, площади ее живого сечения, нагрузки по жидкости и физических свойств системы. Конкретные расчетные зависимости для различных типов тарелок следует искать в технической литературе.
) значения коэффициентов выбирается по графикам и таблицам в зависимости от типа тарелки, расстояния между тарелками, площади ее живого сечения, нагрузки по жидкости и физических свойств системы. Конкретные расчетные зависимости для различных типов тарелок следует искать в технической литературе.






