Технологический раздел
Измельчение материалов в цементном производстве – один из технологических процессов. Помолу подвергают природные сырьевые материалы и искусственно подготовленные полуфабрикаты с различными добавками для придания определенных свойств цементу. От качества этих материалов и степени измельчения зависит качество цемента. Помольные агрегаты, применяются в цементной промышленности, имеют высокую энергоемкость, и повышение коэффициента их полезного действия чрезвычайно важно. Конструктивные решения помольных агрегатов зависят не только от их мощности. Но и от способа производства цемента. Например, для мокрого способа производства нужны агрегаты, которые размельчают сырье с добавлением воды. При этом получается пульповидная масса, называемая шламом. При производстве цемента сухим способом требуется получить сухую (с минимальной влажностью) смесь в виде порошка. Для этого используются агрегаты, совмещающую сушку и помол сырья. Следовательно, цель автоматизации процессов измельчения материалов состоит в том, чтобы обеспечить максимальную производительность и устойчивые качественные показатели продукта помола. Основной параметр, на котором базируется система автоматизации работы трубных шаровых мельниц, - частота шума, издаваемая агрегатом в процессе помола – использование электроакустического метода контроля загрузки. Исследования технологических процессов помола, проводимые институтом ВИАСМ в течение длительного времени, позволили создать ряд систем контроля и регулирования. Системы выполнены для отдельных агрегатов цементного производства и в настоящее время получили широкое применение на отечественных цементных заводах. Внедрение их позволило резко повысить производительность агрегатов, улучшить качество продукции, снизить расход электроэнергии, улучшить условия работы обслуживающего персонала. Автоматизация процесса приготовления сырьевого шлама в болтушках. Болтушки устанавливают на цементных заводах, применяющих пластичные материалы – глину и мел. Цель автоматизации регулирования процесса приготовления шлама – получение шлама с нормальной растекаемостью и минимальной влажностью при максимальной производительности агрегата. Для этого необходимо, чтобы система автоматизации поддерживала параметры работы всего технологического оборудования. Суммарная нагрузка регулируется в зависимости производительности и среднего значения нагрузок приводов болтушек. Для регулирования вязкости шлама в системе предусмотрено автоматическое регулирование подачи воды в болтушку. В системах, обеспечивающих автоматическое регулирование загрузки, использованы электронные регулирующие приборы. Сигнал от преобразователей приводов обеих болтушек поступает на регулятор. В случае превышения суммарной нагрузки электродвигателей, что происходит при перегрузке болтушек, регулятор останавливает конвейер, и подача материала прекращается. При уменьшении нагрузки на двигатели регулятор вновь включает конвейер, и подача материала возобновляется. Режим работы этого регулятора позиционный: пуск – стоп конвейера. Автоматизация процесса помола сырья в трубной шаровой мельнице с гидроциклонами. Пластичные материалы после диспергирования в болтушках содержат 70-80% мелких фракций, не требующих дополнительного измельчения в мельницах. Отделение готового продукта от общей массы шлама позволяет сократить общую потребность в помольных агрегатах и интенсифицировать процесс помола. При этом расход электроэнергии на приготовление шлама сокращается почти на 50%. Для этого на ряде цементных заводов применяют сырьевые мельнице, работающие в комплекте с гидроциклонами (гидроклассификаторами). Для регулирования загрузки мельниц используют электроакустический метод. По величине загрузки регулируют подачу шлама в гидроциклоны и добавок в мельницу. Контролируя разрежение в гидроциклонах, можно контролировать также режимы их работы, так как при увеличении или уменьшении величины разрежения по сравнению с заданным значением нарушается отделение крупных кусков и мелких. Для контроля разрежения в гидроциклонах используют манометры, которые являются бесшкальными преобразователями с электрическим унифицированным выходным сигналом постоянного тока. Вторичным прибором является показывающий прибор, предназначенный для визуального контроля величины одного параметра. В качестве регулирующих используют приборы, которые могут работать с приборами, имеющими выходной сигнал унифицированных параметров. Автоматизация процесса сухого помола сырья в трубной шаровой мельнице. Для производства цемента сухим способом нужно подготовить сырьевую массу необходимой тонкости и минимальной влажности. Это достигается в мельницах, работающих по замкнутому циклу с промежуточной отбором готовой фракции. В качестве устройства для промежуточного отбора в установке применяют сепаратор, который разделяет поступающею в него сырьевую смесь. Готовый материал, имеющий нужную тонкость, направляется в емкость для хранения, а крупная фракция возвращается в мельницу на домол через течку. Таким образом, осуществляется замкнутый цикл помола. Раздробленное сырье дозаторы (рис. В трубных шаровых мельницах непрерывным потоком подается размалываемый материал и вода. В процессе измельчения должна обеспечиваться стабилизация влажности и тонкости помола шлама, а также поддержание их значений на заданных технологической картой величинах. Для изучения мельницы как объекта регулирования и построения основных технологических зависимостей с помощью системы контроля и дистанционного управления определяются связи между технологическими величинами. Так, на рис.1. приведены зависимости сигнала уровнемера в зоне дробления L от производительности мельницы W при различном гранулометрическом составе материала, который является одним из показателей размалываемости. Линия 3 характеризует наиболее крупный и трудно размалываемый материал, 2 — средний, 1 — легко размалываемый.
Уровень загрузки первой камеры мельницы материалом в зоне дробления зависит не только от производительности мельницы, но и от размалываемости сырья. При неизменной производительности мельницы трудно размалываемый материал недоизмельчается, а легко размалываемый измельчается до чрезвычайно малых частиц. В то же время поддержание постоянного уровня загрузки первой камеры L приводит к обратному явлению: подача в мельницу легко размалываемого сырья столь велика, что шлам на выходе будет грубого помола. Вынесенная на график линия 4 является линией постоянного значения тонкости помола р. Таким образом, стабилизация заданной тонкости помола достигается путем поддержания определенного соотношения между изменениями величин сигнала ∆L первой камеры и производительности W. Тонкость помола зависит как от расхода сырья, подаваемого в мельницу, так и от его размалываемости. Расход сырья контролируется дозаторами или тарельчатыми питателями. Измерение размалываемости сырья представляет значительные трудности. Поэтому для контроля факторов, связанных с размалываемостью, применяют косвенные методы. Одним из таких факторов является уровень заполнения мельницы материалом, поскольку при неизменной производительности он зависит от размалываемости сырья. Уровень материала в шаровой мельнице измеряют электроакустическим методом. В его основе лежит зависимость характеристик шума, издаваемого мельницей, от количества находящегося в ней материала. Чем меньше уровень загрузки мельницы материалом, тем интенсивнее вибрационный сигнал и наоборот. Устройство, контролирующее уровень загрузки мельницы материалом, устанавливается в начале первой камеры в так называемой зоне дробления. Здесь воспринимается сигнал изменения количества и размалываемости материала. Сигналы от устройства контроля загрузки мельницы L и датчика расхода сырья F (дозатора) подаются на вход регулирующего прибора загрузки мельницы материалом. При соответствующих параметрах настройки регулирующий прибор поддерживает определенное соотношение сигналов датчиков F и L, благодаря чему колебания тонкости помола шлама становятся меньшими, чем при ручном управлении процессом. При изменении уровня загрузки первой камеры материалом изменяется величина сигнала L, подаваемого на регулирующий прибор, который воздействует на исполнительный механизм ИМ и перемещает задатчик дозатора до тех пор, пока сигнал обратной связи по положению расходомера сырья не сбалансирует регулирующий прибор. Соотношение сигналов датчиков, поддерживаемое регулирующим прибором, при этом остается неизменным. Изменения гранулометрического состава и расхода подаваемого в мельницу материала, вызывая изменения уровня смеси в зоне шламообразования, компенсируются пропорциональным изменением расхода воды. [1]
2.2. Обоснование необходимости автоматизированного контроля технологического процесса приготовления цементного клинкера Наиболее высокий уровень автоматизации в промышленности строительных материалов имеет цементное производство. Основной предпосылкой для этого является соответствующее состояние технологических протоков производства. Доминирующий способ производства цемента в РФ – мокрый способ, поэтому основной объем работ по автоматизации цементной промышленности связан с этим способом. Вместе с тем в последние годы внедряют и сухой способ производства цемента. Существующий уровень автоматизации цементного производства характеризуется установкой на всех технологических переделах приборов автоматического контроля, как общепромышленного назначения, так и специфических, специально созданных для цементной промышленности. На передовых заводах осуществляется комплексная автоматизация производства. Разработаны, внедрены и показали высокую надежность и эффективность системы автоматизации основных технологических процессов – приготовления сырья, обжига и помола клинкера. Созданы и серийно выпускаются установки автоматического контроля и регулирования процесса сушки шкалы в прямоточных сушильных барабанах, процесса охлаждения цементного клинкера в холодильниках колосникового типа. Всего в цементной промышленности внедрено и работает около 600 различных систем автоматизации. Успехи отечественной науки и техники в области создания электронных управляющих машин позволили перейти к качественно новому этапу автоматизации, характеризующемуся переходом от автоматизации отдельных технологических агрегатов к автоматизации участков производства и завода в целом. Необходимые для этого работы по математическому описанию объектов управления и разработке алгоритмов управления производят в различных институтах России. Следующим этапом совершенствования управления по отношению к оптимальному планированию работы цехов является оптимизация деятельности завода в целом по экономическому критерию. Для этого разрабатывают математическо-экономическую модель цементного производства. Предусматривается выполнение работ по созданию типовых автоматизированных систем управления с определением наиболее экономических структур и последующего их распространения с постоянно возрастающим объемом внедрения систем автоматизации отдельных агрегатов, линий, а также средств автоматизации инженерного и управленческого труда.[1] 2.3. Требования к автоматизированной системе регулирования температурного режима приготовления цементного клинкера Автоматизация оборудования позволяет увеличить его производительность, сократить затраты материалов, топлива и энергии за счет более рационального их использования, а также сократить количество обслуживающего персонала и сохранять качество продукции. Однако прежде чем приступить к разработке системы автоматического управления, необходимо оценить, что она дает предприятию и всему народному хозяйству, какие критерии и методы должны быть положены в основу оценки экономической эффективности автоматизации и, наконец, какими должны быть системы автоматического управления, чтобы обеспечить максимальный экономический эффект. Каждая автоматическая система должна быть оценена с точки зрения удобства и экономичности ее эксплуатации. Автоматизация технологических процессов приготовления цементного клинкера позволяет резко повысить культуру производства и производительность труда, обеспечить сохранение качества нагреваемых за счет точного выдерживания тепловых режимов в процессе разогрева, а также обеспечить оптимальный расход топлива и электрической энергии. При несоблюдении тепловых режимов и времени температурного воздействия в процессе приготовления не исключается необратимое изменение теплофизических характеристик и химического состава, как самого цементного клинкера, так и теплоносителей. Автоматизация процессов может быть как комплексной, когда все звенья технологического потока работают без непосредственного влияния оператора, так и частичной, когда управляют отдельными производственными процессами, машинами, которые входят в единый технологический комплекс. Для управления процессами пуска, выключения, регулирования режимов, открытия и закрытия кранов, вентилей и т. п. можно применять средства ручного или автоматического управления. Кроме того, управление может быть местным, дистанционным, централизованным и полностью автоматическим. Местным управлением предусматривается управление отдельными операциями машины или агрегата непосредственно с места его установки. Дистанционное управление позволяет выполнять операции, связанные с пуском, регулированием режимов и остановкой одного или нескольких агрегатов с одного пульта, установленного на некотором расстоянии от управляемого объекта. Автоматическое управление позволяет обеспечивать работу одного или нескольких агрегатов по заранее определенным условиям — программам. Обслуживающий персонал в этом случае осуществляет лишь первоначальное включение объекта в работу, а в дальнейшем следят за исправностью элементов автоматической системы и самого объекта регулирования. Основная задача устройств автоматического регулирования температуры нагревательного оборудования состоит в обеспечении нагрева цементного клинкера до заданной температуры и в поддержании ее на постоянном уровне с точностью, соответствующей требованиям технологического процесса. Для обеспечения положительного эффекта использования системы автоматизации, к ней предъявляют следующие требования: · обеспечить статическую ошибку – не более 5%; · максимальное перерегулирование σ – не более 10%; · время регулирования tp – не более 50 с; · время нарастания – не более 15 с; · запас устойчивости по амплитуде – не менее 10 дБ; · запас устойчивости по фазе – от 30 до 80 град.[1]
|
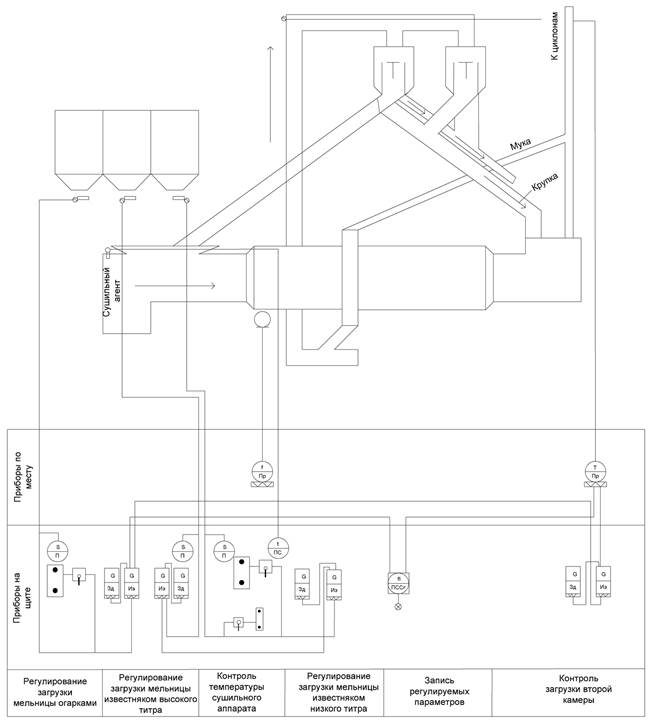
 подают в сушильную камеру, где смесь разбрасывается лопастями и подсушивается потоком горячих газов, а затем измельчается мелющими шарами. Пройдя первую камеру, материал через разгрузочное устройство попадает в ковшовый элеватор, который подает его в два центробежных сепаратора для разделения на фракции. Мелкие частицы – готовый продукт – по аэрожелобу поступают в пневмонасосы, которые их транспортируют в силосы, а крупная фракция подается во вторую размольную камеру мельницы, заполненную мелющими телами – цильпесом. После вторичного измельчения сырье вновь поступает в разгрузочное устройство и вместе с материалом, выходящей из первой камеры, поступает в сепараторы. Горячие газы, необходимые для сушки сырья, подают по газоходам из топки, установленной для этой цели в сырьевом отделении. После просасывания через мельницу газы очищаются в циклонах и электрофильтрах. Вся система подсушки и помола работает под разряжением.
подают в сушильную камеру, где смесь разбрасывается лопастями и подсушивается потоком горячих газов, а затем измельчается мелющими шарами. Пройдя первую камеру, материал через разгрузочное устройство попадает в ковшовый элеватор, который подает его в два центробежных сепаратора для разделения на фракции. Мелкие частицы – готовый продукт – по аэрожелобу поступают в пневмонасосы, которые их транспортируют в силосы, а крупная фракция подается во вторую размольную камеру мельницы, заполненную мелющими телами – цильпесом. После вторичного измельчения сырье вновь поступает в разгрузочное устройство и вместе с материалом, выходящей из первой камеры, поступает в сепараторы. Горячие газы, необходимые для сушки сырья, подают по газоходам из топки, установленной для этой цели в сырьевом отделении. После просасывания через мельницу газы очищаются в циклонах и электрофильтрах. Вся система подсушки и помола работает под разряжением.