Расчет количества оборудования и коэффициент его загрузки.
2.14.1Расчет потребного количества оборудования: Потребное количество оборудования на каждой операции технологического процесса определяется по формуле: [3. c. 19]
где Т n i- номер операции N F К 60 – коэффициент перевода минут в часы Т.к. в данном технологическом процессе используются очень малая программа выпуска, то для достижения максимальной экономической выгоды однотипные операции будут выполняться на одном оборудовании с применением универсальных приспособлений. Расчетное количество оборудования округляется до ближайшего большого целого числа.
2.14.2 Расчет коэффициента загрузки оборудования. Коэффициент загрузки оборудования по операциям технологического процесса определяется по формуле 2.33
где Кзi – коэффициент загрузки оборудования на i–ой операции;
2.14.3 Расчет среднего коэффициента загрузки оборудования на участке. Расчет среднего коэффициента оборудования на участке определяем по формуле (2.34).
где n – количество операций технологического процесса; Кзс – средний коэффициент загрузки оборудования на участке.
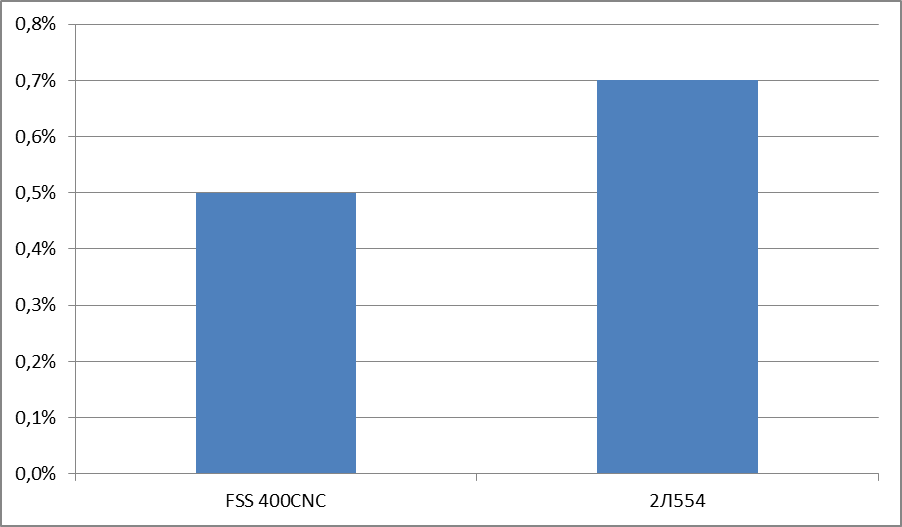
Строим график загрузки оборудования на участке в виде гистограммы. По горизонтальной оси графика загрузки оборудования показываем равным интервалом наименование операции и модель станков. По вертикальной оси в виде прямоугольников откладываем загрузку оборудования в относительных единицах.
Рисунок 2.2 – Диаграмма загрузки оборудования участка
|
 (2.32)
(2.32) -штучное (штучно-калькуляционное) время на выполнение i-ой операции, мин
-штучное (штучно-калькуляционное) время на выполнение i-ой операции, мин -расчетное количество оборудования на i-ой операции
-расчетное количество оборудования на i-ой операции - годовая программа выпуска детали, шт.
- годовая программа выпуска детали, шт. - действительный годовой фонд времени работы оборудования, час (принимается для оборудования, работающего в одну смену – 2003 часов, в две – 4080 часов, в три – 5960 часов)
- действительный годовой фонд времени работы оборудования, час (принимается для оборудования, работающего в одну смену – 2003 часов, в две – 4080 часов, в три – 5960 часов) - коэффициент выполнения норм выработки (принимается 1,0…1,2)
- коэффициент выполнения норм выработки (принимается 1,0…1,2)

 (2.33)
(2.33) – принятое количество оборудования на i–ой операции;
– принятое количество оборудования на i–ой операции;

 (2.34)
(2.34)