
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА 1 страница
ВВЕДЕНИЕ
Одним из главных направлений развития промышленности строительных материалов является дальнейшая механизация и автоматизация технологического процесса производства изделий и материалов. В настоящее время наметились такие пути направления развития ремонтного дела в промышленности строительных материалов: 1) применение современных технологий ремонта и восстановления деталей, монтажа и демонтажа машин; 2) повышения уровня механизации ремонтных работ; 3) применение переносного механизированного инструмента; 4) совершенствование организации труда и ремонта; 5) применение современных методов упрочнения деталей с целью повышения срока их службы, надежности и долговечности машины; 6) проведение модернизации во время капитального ремонта; 7) применение заменителей известных металлов, т.е. новых материалов для изготовления деталей (различные новые сплавы, полимеры); 8) повышение квалификации ремонтного персонала.
Предприятия плохо работающие, как, правило испытывают недостаток в материальных и денежных средствах, по этому обеспеченность ими ремонтных служб производится по остаточному принципу. Это затрудняет работу ремонтных служб и снижает ее качество, что отражается на техническом состоянии оборудования цехов. Увеличивается аварийность машин, снижается коэффициент их использования и качество их работы, а это повышает себестоимость выпускаемой продукции и снижает ее конкурентоспособность. Работы любого предприятия напрямую зависит от состояния и качества работы технологического оборудования, а оно в свою очередь, зависит от качества работы ремонтных служб, так как поддержание технологического оборудования в работоспособном состоянии является их прямой обязанностью. Прогрессивным направлением организации ремонтного хозяйства является создание ремонтных баз на предприятиях — изготовителях оборудования. При такой организации предприятия-изготовители становятся более заинтересованными в совершенствовании конструкций изделий, повышении их ремонтопригодности отдельных их частей. Особо важное значение имеет развитие фирменного ремонта такого оборудования, как станки с ЧПУ, автоматизированные и роботизированные комплексы. Важнейшая задача — добиться, чтобы все предприятия, эксплуатирующие оборудование, а также специализированные ремонтные предприятия были обеспечены запасными деталями. Все виды ремонтов выполняются за счет ремонтного фонда. Основными направлениями развития и совершенствование ремонтных служб является: 1)Применение наиболее совершенного механизированного инструмента, что повышает качество ремонта и ТО и сокращает время их выполнения; 2)Повышение квалификации ремонтного персонала, путем группового индивидуального обучения; 3)Качественное выполнение ремонтов и ТО технологического оборудование, его совершенствование по средствам модернизации; 4)Применение наиболее совершенных, современных способов восстановления и ремонт деталей;
6)Широкое внедрение методов упрочения поверхности детали; 7)Ужесточение контроля качества использования запчастей и качества ремонта и выполнения ремонтных операций. Функции ремонта и профилактического обслуживания выполняет ремонтное службы. Основными задачами ремонтного производства является: - обеспечение нормальной постоянной работоспособности оборудования; - проведение мероприятий по предупреждению физического износа; - сокращение простоев оборудования в ремонте; - уменьшение времени и затрат на проведение ремонтных работ; - модернизация устаревших станков и машин. Модернизация- это улучшение конструкции станка с целью повышения его производительности, точности обработки и других качественных параметров. Она совмещается чаще всего с капитальным ремонтом. Руководство ремонтных служб осуществляет главный механик завода. В состав ремонтной службы предприятия входят: отдел главного механика (ОГМ), ремонтно-механический цех, цеховые ремонтные группы, склады оборудования и запасных частей. ОГМ в своем составе имеет: конструкторско-технологическое бюро, бюро планово-предупредительного ремонта (ППР), планово-производственное бюро. Ведущая роль в рганизации ремонтных работ принадлежит системе ППР. В практике работы предприятий могут использоваться следующие методы организации ремонта: - по потребности, т.е. при остановке-поломке станка;
- система планово-предупредительного ремонта, предусматривающая проведение ремонтных работ по заранее составленному графику. Ремонтный цикл представляет собой период времени между двумя капитальными ремонтами или началом эксплуатации до первого капитального ремонта. Его длительность определяется сроком службы наиболее важных узлов и механизмов.
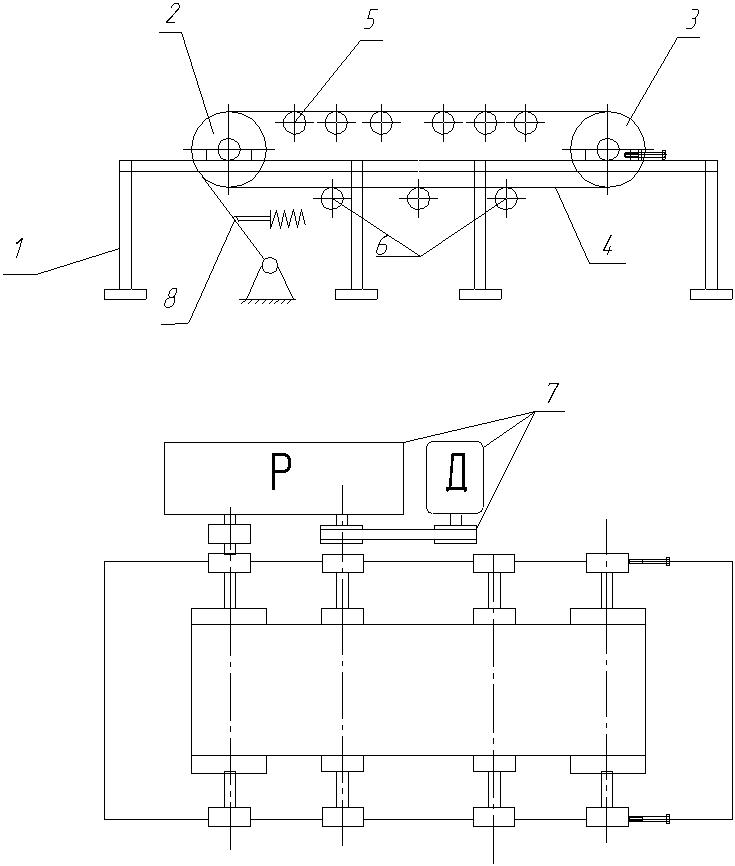
1.ОБЩАЯ ЧАСТЬ 1.1. Назначение и применение машины, краткое описание ее устройства и работа. Ленточный питатель предназначен для непрерывной, равномерной подачи сыпучих, мелкокусковых и мягких материалов. Ленточными называют питатели, грузонесущим и тяговым органом которых является гибкая лента. Движение ленты происходит благодоря силам трения, возникающее между поверхностью ленты и поверхностью привадного баробана. Необходимое прижатие ленты к баробану обеспечевается предварительным натяжением ленты.Ленточные питатели применяются на производственных предприятиях промышленности строительных материалов для перемещения сыпучих, прошкообразных мелко и средне кусковых грузов, и их рахгрузки.
Рисунок 1 Схема ленточного питателя. Состоит из: рамы (1), приводного барабана (2), натяжного барабана (3), бесконечной прорезиненной ленты (4), опорных роликов (5), поддерживающих роликов (6), привода (7), очистительного скребка (8). Принцип работы: от привода вращается приводной барабан и за счет сил трения приводится в движение лента. Материал, находящийся на ленте, непрерывно транспортируется и разгружается на концевом барабане.
1.2. Условия работы машины, их влияние на изнашивание деталей. Список быстроизнашивающихся деталей. Ленточный питатель работает в условиях абразивной и влажной среды, также подвергается динамическим нагрузкам поэтому некоторые детали
1) Рама с ограждениями и направляющими 2) Лента 3) Ролики 4) барабаны 5) Валы и оси 6) Подшипники 7) Натяжное устройство
2. ОРГАНИЗАЦИОННАЯ ЧАСТЬ 2.1. Выбор метода и способа ремонта машины, их обслуживание.
Для восстановления работоспособности ленточного питателя утраченной в процессе эксплуатации, применяют обезличенный метод ремонта, который предусматривает ремонт узлов и машины в основном за счет сборки их из ранее отремонтированных деталей и узлов, поступающих из сборочного фонда и частично из новых деталей и узлов. При этом должна быть взаимозаменяемость узлов и деталей, а снятые с ремонтируемой машины узлы и детали поступают на ремонт обезличено. В результате пребывания машины в ремонте сокращается время, затрачиваемое на ремонт и восстановление деталей и узлов. Кроме того, механизация трудоемких процессов ремонта и применения необходимой технологической
Обезличенный метод ремонта позволяет организовать ремонт машины и узлов на потоке. Этот метод имеет несколько разновидностей: агрегатно-узловой (узловой), периодической замены ремонтных комплектов (ПЗРК). Для ремонта ленточного конвейера с разгрузочной тележкой предпочтительно применять узловой способ ремонта, где демонтируемые узлы обезличивают, ремонтируют и затем хранят как запасные; при этом снятые узлы, агрегаты и детали можно ремонтировать любым методом. При использовании узлового способа ремонта значительно сокращается простой машины, так как отпадает необходимость в затрате времени на ремонт и подготовку отдельных деталей в узлы. Метод периодической замены ремонтных комплектов (ПЗРК) является разновидностью агрегатно-узлового метода ремонта и состоит в том, что узлы, подлежащие ремонту, заменяют по мере их износа в зависимости от срока службы последних и преимущественно в нерабочее время с использованием кратковременных плановых остановок на текущие ремонты непосредственно на месте работы машины.
2.2. Построение сетевого графика капитального ремонта машины. Определение продолжительности ремонта. В целях лучшего использования производственных мощностей на предприятиях промышленности строительных материалов необходимо обеспечить работу действующего оборудования с высоким коэффициентом его использования. Это достигается, в частности, за счет улучшения использования оборудования, качественного и оперативного проведения ремонтно-восстановительных работ. Ремонт оборудования следует проводить в сжатые сроки, применяя совмещение максимальной механизации ремонтных работ с рациональным распределением людских и материальных ресурсов. Для решения этих задач широко внедрено в практику планирование и управление на основе передовых научных методов. На предприятиях строительных материалов, как и на большинстве предприятий страны, планирование и управление ремонта и монтажа оборудования осуществляют с помощью сетевых графиков. Сетевой график разрабатывается перед капитальным ремонтом машины. С их помощью можно прогнозировать проведение и организацию ремонтных работ. Сетевой график позволяет наглядно видеть взаимосвязь ремонтных работ, позволяет оперативно контролировать их проведение.
Таблица 2.1. Содержание ремонтных работ (операций) при капитальном ремонте ленточного конвейера
2.2.1 Выписываем все возможные пути ремонта основываясь на сетевой график.
2.2.2 Определяем время простоя машины на каждым из путей ремонта:

Путь с наибольшим временем простоя машины в ремонте является критическим и его время принимается за расчетное время простоя ленточного конвейера. Критическим путем является
2.2.3 Определяем резервы времени каждого пути ремонта:
2.2.4 Определяем расчетное время простоя в сутках с помощью критического пути:
где tсмен – продолжительность одной смены ремонта (ч) – 8 ч; nсм – сменность ремонта nсм=2.
2.3 Расчёт численности ремонтных бригад по профессиям и организация их работы.
2.3.1 Определяем трудоемкость фактическую для слесарных и сварочных работ:
где nраз, nсб - % (часть) трудоемкости соответственно разборочных, сборочных работ от полной трудоемкости, nраз=14%; nсб=20%. k1=1, коэффициент срока эксплуатации; k2=1, коэффициент учитывающий место проведения ремонта; k3=1, коэффициент учитывающий t0 среды в которой производится ремонт.
 =36*1*1*1*0.01(14+20)=12 ч =36*1*1*1*0.01(14+20)=12 ч
2.3.2 Определяем трудоемкость сварочных работ:
2.3.3 Определяем фонд времени слесаря и сварщика за весь период ремонта ленточного конвейера:
2.3.4 Определяем требуемое количество слесарей и сварщиков:
3.4.4 Определяем перегрузку и недогрузку слесарей и сварщиков:
Вывод: Из расчета видно что необходимо 1 сварщик и 2 слесаря, работа которых будет взаимосвязана, в связи с производственной необходимостью сварщик будет выходить на работу и во 2-ю смену.
2.4 Подбор оборудования приспособлений инструментов и материалов, необходимых для ремонта машины. План ремонтной площадки. Для успешного проведения ремонта ремонтная бригада должна быть обеспечена инструментом и приспособлениями. Для монтажных и демонтажных работ, для подъема и опускания тяжелых сборочных единиц ленточного конвейера. электрическую лебедку Q=1т. Для складирования деталей и узлов машины принимаем различные клетки из деревянных брусьев, специальные подставки. Принимаем стеллажи в двух экземплярах для новых деталей, и деталей снятых с машины.
 мм. Для складирования инструмента принимаем тумбу. мм. Для складирования инструмента принимаем тумбу.
Для снятия подшипников качения с вала принимаем винтовой съемник ТС-48. Для разборки, сборки резьбовых соединений принимаем гайковерт ИЭ-3114. и набор ключей. Для удаления ржавчины с металлоконструкций применяют ручные шлифовальные машинки со специальными абразивными кругами. Для проведения сварочных работ принимаем сварочный аппарат постоянного тока. Баллоны с кислородом, тележку для транспортирования баллонов, переносной щит для сварщика, аппарат для резки К-401. Для обеспечения пожарной безопасности необходимо наличие пожарного щита с размерами
|
 →(1-2)→(2-3)→(3-4)→(4-5)→(5-6)→(6-7)→(7-8)→ (8-9)→ (9-10)→ (10-11)→ (11-12)→(12-13)→(13-14)→(14-15)→(15-16);
→(1-2)→(2-3)→(3-4)→(4-5)→(5-6)→(6-7)→(7-8)→ (8-9)→ (9-10)→ (10-11)→ (11-12)→(12-13)→(13-14)→(14-15)→(15-16); →(1-17)→(17-14) →(14-15)→(15-16);
→(1-17)→(17-14) →(14-15)→(15-16); →(1-2)→(2-3)→(3-18)→(18-13) →(13-14) →(14-15)→(15-16);
→(1-2)→(2-3)→(3-18)→(18-13) →(13-14) →(14-15)→(15-16); →(1-2)→(2-3)→(3-4)→(4-19)→(19-20)→(20-12) →(12-13)→(13-14) →(14-15)→(15-16);
→(1-2)→(2-3)→(3-4)→(4-19)→(19-20)→(20-12) →(12-13)→(13-14) →(14-15)→(15-16); →(1-2) →(2-3) →(3-4) →(4-5) →(5-21) →(21-10) →(10-11)→(11-12) →(12-13)→(13-14) →(14-15)→(15-16);
→(1-2) →(2-3) →(3-4) →(4-5) →(5-21) →(21-10) →(10-11)→(11-12) →(12-13)→(13-14) →(14-15)→(15-16); →(1-2)→(2-3) →(3-4) →(4-5) →(5-6) →(6-22) →(22-23) →(23-11) →(11-12) →(12-13)→(13-14) →(14-15)→(15-16);
→(1-2)→(2-3) →(3-4) →(4-5) →(5-6) →(6-22) →(22-23) →(23-11) →(11-12) →(12-13)→(13-14) →(14-15)→(15-16); →(1-2)→(2-3) →(3-4) →(4-5) →(5-6) →(6-7) →(7-24) →(24-9) →(9-10) →(10-11)→(11-12) →(12-13)→(13-14) →(14-15)→(15-16);
→(1-2)→(2-3) →(3-4) →(4-5) →(5-6) →(6-7) →(7-24) →(24-9) →(9-10) →(10-11)→(11-12) →(12-13)→(13-14) →(14-15)→(15-16);






 имеющий время для ремонта 16.2 (часов)
имеющий время для ремонта 16.2 (часов)





 ;
; принимаем 1 на копетальный ремонт.
принимаем 1 на копетальный ремонт. ;
; полная нормативная трудоемкость одного капитального ремонта.
полная нормативная трудоемкость одного капитального ремонта.
 3ч
3ч 3+12=15ч
3+12=15ч
 примем 2 человек;
примем 2 человек; примем 1 человека.
примем 1 человека. ;
;

 , и ящика с песком.
, и ящика с песком.


