Билет №1
1. Виды стеклянных волокон. Непрерывное и штапельное волокно их характеристика. Стекловолокно - волокно полученное из расплава стекла. Известно два основных вида стеклянного волокна: непрерывное и штапельное. Для непрерывного волокна, получаемого вытягиванием из расплава стекла, характерна неограниченно большая длина, прямолинейность и параллельное расположение волокон в нити. Штапельное волокно, получаемое путём расчленения струи расплавленного стекла воздухом, паром или газовым потоком, характеризуется небольшой длиной, извилистостью и хаотическим расположением волокон в пространстве непрерывное(20 км) и штапельное (1-50 см). Диаметр элементарного волокна штапельного составляет от 0,5 до 20 мкм. Нпрерывное волокно получают диаметром от 3 до 23 мкм. Большую часть изделий из непрерывных стеклянных волокон применяют в качестве армирующих материалов: стеклотканей, стеклопластиков, композитов и стеклоцемента при изготовлении электроизоляции, коррозионно-стойких трубопроводов и емкостей — в химической, автомобильной промышленности, строительстве, железнодорожном транспорте, судостроении, авиационной, космической технике и др. Материалы из штапельного волокна используют для теплозвукоэлектроизоляции, фильтрации химически агрессивных сред и др. Для получения непрерывного и штапельного стекловолокна существует множество способов. Каждый из этих способов может быть одно- или двухстадийным процессом. При одностадийном процессе волокно вытягивают из стекломассы, поступающей на выработку сразу из стекловаренной печи; при двухстадийном – из расплавов, получаемых плавлением ранее полученных стеклянных шариков или непосредственно из стеклянных штабиков.Затем загрузка стеклошариков в стеклоплавильный сосуд и выработка стекловолокна. Для контроля качества стекловолокна использ метод определения линейной плотности.Использ 2 системы: система тексов и метрическая. В метрической опред длину нити весом 1 г. Текс - это вес одного км нити в граммах. Текс зависит от диаметра элементарной нити и их количества в комплексной.
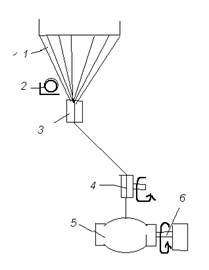
2. Технология непрерывного стекловолокна. Фильерный способ формования. Непрерывное стекловолокно при двухстадийном процессе получают фильерным или штабиковым способом, а при одностадийном – только фильерным. Волокно вытягивают за счет механического натяжения, создаваемого вращающимся барабаном, на который наматывается непрерывное волокно. Непрерывное стекло волокно получают методлом вытягивания - фильерным способом. Из каждой фильеры вытягиваеться элементарное волокно, при их соединении получают комплексную нить. Фильеры - трубочки,которые расположены на фильерной пластине. Кол - во фильер составляет 100, 200, 400,600,800, 1200, 1600, 2400.Количкство фильер равно количеству элементарных нитей в комплексной. При одностадийном способе получения подготовленная в фидере стекломасса с температурой (1280-1300) оС поступает через щели, расположенные в донной части выработочных каналов, в фильерные питатели, смонтированные под этими щелями. Продольные оси питателей расположены параллельно осям выработочных каналов. Корпус фильерного питателя выполняет функции электронагревателя, выделяющего тепло при прохождении через него электрического тока, который через комбинированный медный шинопровод подводится от трансформатора. За счет нагрева корпуса питателя температура поступающей стекломассы поддерживается в выработочном интервале (1150-1250)оС Окончательно подготовленная стекломасса под воздействием гидростатического напора вытекает из фильер в виде струек, которые, охлаждаясь при принудительном вытягивании, формуются в элементарные стеклонити. Отбор тепла в зоне формования элементарных стеклонитей, способствующий стабилизации процесса выработки стеклонити, осуществляется с помощью водоохлаждаемого холодильника подфильерной зоны ламельного типа. Охлаждение сформованных элементарных стеклонитей производится путем их орошения водой с помощью водораспыляющей форсунки, установленной в районе зоны формования. Элементарные волокна собираются в один пучок и, в зависимости от ассортимента, разделяются на одну, две или более прядей. Каждая прядь заводится в конусные канавки графитовых нитесборников, расположенных непосредственно под ленточными, или валковыми замасливающими устройствами. Замасливатель наносится на нить при помощи вращающихся лент. Формование комплексной нити происходит в конусной канавке графитового ролика – нитесборника. Протянув комплексные стеклонити через нитесборники, оператор включает бабинодержатель наматывающего аппарата, и, пока он набирает скорость, пропускает стеклонити через выдвинутый в крайнее положение механизм выводки нити, с помощью которого стеклонить удерживается с краю бобинодержателя и наматывается на его конечную цилиндрическую часть, предназначенную для начальной намотки грубых стекловолокон. По истечении заданного времени, механизм выводки стеклонити убирается, стеклонить занимает свое рабочее положение и начинает наматываться на одну, две или три полипропиленовые (или бумажные) манжеты. Равномерная раскладка нитей на манжетах производится с помощью нитеводителя нитераскладчика спирального типа. После завершения цикла намотки стеклонити автоматически перезаправляются на одну, две или три пустые манжеты, одетые на резервный бобинодержа- тель. После завершения цикла намотки, паковки со стеклонитью вручную снимаются с бобинодержателя, навешиваются на подвески кругового конвейера и, с помощью его транспортируются в отделение учета, контроля и складирования, откуда они направляются в отделение текстильной переработки.
1-нить, 2-замасливающее устройство,3- нитесборник-графитовый ролик с V-образной канавкой, 4-нитераскладчик спирального типа, 5-бабинодержатель, 6 наматывающий аппарат.
|