Формы рукавов пленки
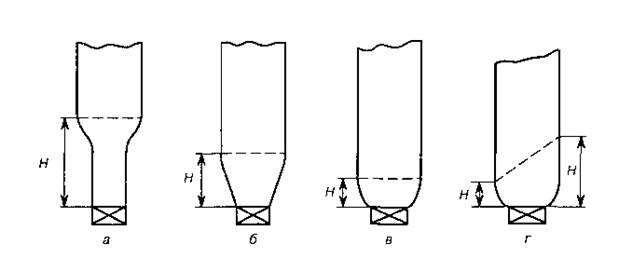
Изменяя скорость вытяжки, температуру и интенсивность охлаждения рукава, можно получить рукава разных форм (рис. 48). Форма а соответствует высокому расположению линии кристаллизации Н, что приводит к недостаточному охлаждению деформируемого рукава. Он имеет вытянутую вверх шейку, и линия кристаллизации удаляется от торца головки.
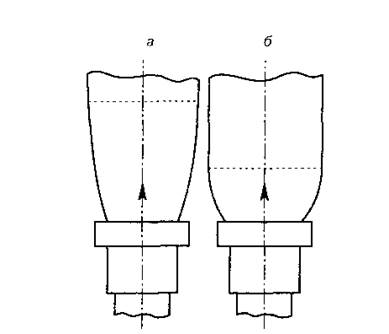
Рисунок 24. Конфигурация пленочного рукава при медленном (а) и быстром (б) Охлаждении.
Рисунок 25. Некоторые типичные формы рукавов пленки: Н — высота линии кристаллизации; а-г пояснены в тексте[5]
Пленка вначале растягивается в длину, а затем в ширину. Это сопровождается частичной переориентацией макромолекул. Форма б соответствует нормальной величине Н при хорошей интенсивности охлаждения. Продольная и поперечная ориентации при вытяжке и раздуве осуществляются почти одновременно. Пленка получается равнопрочной и равнотолщинной. Форма в соответствует резкому интенсивному охлаждению рукава, линия Н мала. Конусность рукава возрастает, и линия кристаллизации приближается к головке. Пленка имеет преимущественно поперечную ориентацию, а в некоторых видах полимеров происходит уменьшение степени кристалличности. Форма г соответствует неравномерному обдуву пленки охлаждающим воздухом по периметру. Пленка разнотолщинная, рукав несимметричен. Для большинства пленок, отвечающих общим требованиям к свойствам, в зависимости от их толщины значение Н колеблется в пределах 0,3-2 см. Чем толще пленка (и, соответственно, экструзионная заготовка), тем больше Н, и наоборот[5].
|