
МЕСТНЫЙ РЕМОНТ ПОКРЫШЕК
Технологический процесс ремонта покрышек включает в себя следующие операции: очистка и мойка; сушка, подготовка к ремонту; шероховка; подготовка починочного материала; промазка клеем и сушка; заделка повреждений; вулканизация; отделка и контроль. Очистку и мойку производят в специальных моечных машинах или вручную теплой водой при помощи жестких волосяных щеток.
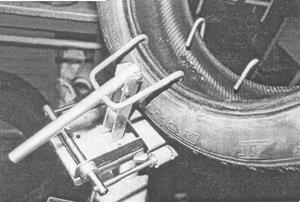
Рисунок 9.1. – Доступ к поврежденному месту покрышки выполненном при помощи борторасширителя.
Сушка является весьма ответственной операцией, так как оставшаяся влага при вулканизации образует паровые мешки, которые приводят к расслоению каркаса.
Подготовка поврежденных участков предусматривает удаление из покрышки инородных тел и вырезку поврежденных участков. Вырезку производят, для выравнивания ремонтируемого участка и очистки его от поврежденных резины и корда. Применяют следующие способы вырезки (рисунок 9.2.): наружным конусом, внутренним конусом, встречным конусом и в рамку. При несквозных повреждениях вырезку ведут на глубину повреждения: наружным конусом, если повреждена наружная часть покрышки, внутренним конусом - при повреждении внутренней части покрышки грузовых автомобилей. При сквозных повреждениях применяют вырезку встречным конусом. Этот способ используется для покрышек грузовых автомобилей, а также легковых автомобилей, если повреждение более 100 мм; если повреждение покрышки легкового автомобиля менее 100 мм, то наружное повреждение вырезают наружным конусом, а внутреннее - в рамку. Контур вырезки должен быть минимален, неповреждённый материал не удаляют. Края повреждения срезают под углом 45° к центру. Поврежденные участки вырезают остро заточенными ножами, смоченными водой, на верстаке с применением борторасщирителей, металлических вставок и др. Вырезка встречным конусом осуществляется путем вырезки каркаса внутренним конусом с последующей вырезкой наружным конусом протектора и брекера. Вырезка в рамку заключается в ступенчатом удалении слоев каркаса - величина ступенек 20 мм вдоль нитей корда и 10 мм поперек. Последний нижний слой каркаса остается нетронутым. После вырезки контролируют влажность каркаса в месте ремонтаспециальным индикатором. Покрышки, влажность которых превышает установленный предел (6 %), подвергают сушке.
Рисунок 9.2. – Виды вырезки поврежденной поверхности: а – внутренний конус; б – наружный конус; в – встречный конус, г – ступенчатая рамка; 1 – протектор; 2 – брекер; 3 – каркас.
Рисунок 9.3. - Способы шероховки поврежденных мест покрышки: а - дисковой проволочной щеткой; б - фигурными шарошками
Шероховка производится для улучшения промазки ремонтируемого места резиновым клеем и увеличения поверхности контакта его с починочным материалом. Места повреждения в каркасе и брекере шерохуют дисковой проволочной щеткой (рисунок 9.3, а), а впротекторе и в боковине - фигурными шарошками (рисунок 9,3 б, в),закрепленными на конце гибкого вала шероховалъного станка, и затем очищают пылесосом от пыли. При шероховке каркаса во избежание повреждения корда щетка должна передвигаться вдоль нитей корда от края к центру повреждения. Границы шероховки намечают мелом с учетом превышения размеров вырезки на 5-10 мм во все стороны.
После шероховки поверхность должна быть матовой, иметь ровный ворс, не должно быть следов подгорания, разлохмаченных нитей, резких переходов.
Рисунок 9.4. – Разновидности шарошек для обработки резинотехнических изделий
Подготовка починочного материала заключается в предварительной заготовке пластырей, манжет, подманжетников по форме вырезки. Манжеты подвергают шероховке со всех сторон. Промазка клеем и сушка - это наиболее ответственные операции, от качества выполнения которых зависит прочность связи ремонтируемого места покрышки с починочным материалом. Клей приготавливают растворением клеевой резины в бензине Б-70. Применяют клей малой концентрации, в котором соотношение резины и бензина (по массе) составляет 1:8, и высокой концентрации с соотношением составляющих 1:5. Наносят клей пульверизатором или кистью из тонкой щетины тонким равномерным слоем. Первоначально клеем малой концентрации покрывают ремонтируемые участки на внутренней, а затем и на наружной поверхности, а также манжеты. Последующую сушку производят в сушильном шкафу при температуре 30-40 °С в течение 25-30 мин или при комнатной температуре в течение 1 ч. Вторичную промазку осуществляют клеем высокой концентрации с просушкой, притой же температуре только в течение 35—40 мин. Резиновые починочные материалы обычно только «освежают», т. е. протирают бензином и сушат под вытяжным устройством. В случае потери ими клейкости их промазывают клеем малой концентрации и сушат. Хорошо просушенная покрышка не должна пахнуть бензином и волоски щупа-кисточки не должны прилипать к намазанной поверхности. Заделка повреждений - это процесс наложения подготовленного починочного материала на ремонтируемые участки с последующей прикаткой роликом. Заделывание повреждений начинают с внутренней стороны покрышки, а заканчивают - с наружной. При заделке сквозных повреждений (рисунок 9.5.) стенки отверстий обкладывают прослоечной резиной толщиной 0,7 мм. Такой же резиной обкладывают починочные материалы: манжету (выпуклая сторона), подманжетник (с обеих сторон), пластырь (ступенчатая сторона). Прослоечная резина обеспечивает хорошую связь ремонтируемого участка с починочным материалом. После обкладки прослоечной резиной поврежденный участок, заделывают протекторной резиной (вырезанные места в протекторе и брекере) и прослоечной резиной толщиной 2,0 мм (вырезанные места в каркасе). Манжеты и пластыри накладывают так чтобы направление нитей корда их наружного слоя совпадало с направлением нитей наружного слоя покрышки. Их накладывают постепенно (для предотвращения воздушных пузырей), затем прикатывают роликом, а края покрывают прослоечной резиной толщиной 0,7 мм. Затем проверяют плотность прилипания починочного материала, а места вздутий прокалывают шилом для выпуска воздуха. При вырезке в рамку на все ступеньки укладывают прослоечную резину толщиной 0,7 мм и прикатывают роликом. Затем последовательно накладывают (вставляют в рамку) ряд заплат; последний верхний слой должен перекрывать края рамки на 30-50 мм во всех направлениях. При заделке наружных повреждений покрышки все ремонтируемое место обкладывают прослоечной резиной толщиной 0,7 мм, а по углублениям в каркасе - прослоечной резиной толщиной 2,0 мм. Поврежденный участок протектора заполняют протекторной резиной. Починочная резина должна быть выше поверхности покрышки на 2-3 мм со скосом на краях для обеспечения опрессовки при вулканизации. Края наложенных манжет, пластырей и вставок корда следует перекрывать ленточкой прослоечной резины толщиной 0,7 мм. Заделка ремонтируемого участка не должна увеличивать толщину покрышки в том месте, так как, это приведёт к дисбалансу шины и излишнему расходу материала.
Рисунок 9.5. - Схема заделки повреждений: I - в рамку; II - ветреным конусом; III - наружным конусом; IV - внутренний конусом, 1 - протекторная резина, 2 - прослоечная резина толщиной 0,7 мм; 3 - проcлоечная резина толщиной 2 мм; 4 - вставка корда; 5 - пластырь или манжеты.
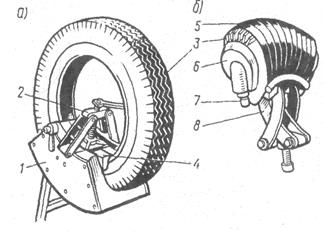
Рисунок 9.6. – Аппараты для вулканизации покрышек: а — мульда; б — сектор; 1 — корпус; 2 — прижимное устройство; 3 — покрышка; 4 — бортовые накладки; 5 — корсет; б — паровая камера; 7 — штуцер для подвода пара; 8 — устройство для затяжки корсета
Вулканизация - осуществляется для создания прочного соединения участков покрышки с починочным материалом, превращая их в монолитную прочную и эластичную массу. Вулканизация ведется при температуре 143±2 °С и давлении около 0,5 МПа. Процесс вулканизации состоит из времени прогрева материала и времени самого процесса и продолжается от 30 до 180 мин в зависимости от толщины ремонтируемого участка и вида повреждения. Вулканизация производится в специальных аппаратах с паровым или электрическим подогревом и рабочими органами мульдой или сектором (рисунок 9.6). Для вулканизации покрышек со сквозными и наружными повреждениями применяют мульды, а с внутренними повреждениями - сектора. Необходимые давление и температура создаются при помощи варочных мешков, которые изготавливают из теплостойкой листовой резины. Их вкладывают в полость покрышки в месте вулканизируемого участка и наполняют паром. Для предотвращения соприкосновения покрышки с рабочими органами вулканизационных аппаратов их поверхности припудривают тальком. Отделка - процесс удаления излишков резины и заусенцев, снятия всех неровностей при помощи шероховки. Шины, идущие на восстановление протектора, отделке не подвергаются. Контроль качества ремонта покрышки осуществляют внешним осмотром. На отремонтированном участке покрышки не должно быть отслоений починочного материала, утолщений, искажений формы, недовулканизации складок. На поверхности отремонтированного участка допускается наличие одной раковины или поры размером до 10 мм и глубиной до 2 мм.
Рисунок 9.7. - Технология ремонта бескамерной шины с использованием автоаптечки.
Проколы размером до 15 мм заделывают резиновыми грибками с адгезивным слоем (рисунок 9.7.), которые входят в комплект автоаптечки (таблица 9.1.), или постановкой заплат размером 25х25 мм. На внешнюю сторону покрышки накладывают трехслойные заплаты из прослоенной резины, а на внутреннюю — двухслойные. Для заделки местных повреждений также применяют шприц-машины, при помощи которых в поврежденную полость покрышки выдавливается подогретая резиновая масса. Преимущество способа - это высокое качество ремонта, большая производительность и снижение расхода починочных материалов.
Таблица 9.1. Автоаптечка
|
 Сушку производят в течение 2-24 ч в специальных сушильных камерах, оборудованных вентиляцией, при температуре 40-60°С. При отсутствии сушильной камеры этот процесс может длиться 2-3 сут.
Сушку производят в течение 2-24 ч в специальных сушильных камерах, оборудованных вентиляцией, при температуре 40-60°С. При отсутствии сушильной камеры этот процесс может длиться 2-3 сут.



 В настоящее время для заделки местных повреждений применяют, шприц-машины, при помощи, которых в полость поврежденных мест покрышки выдавливается подогретая резиновая масса. Этот способ обеспечивает высокое качество ремонта (повышает гарантированный пробег шин на 25 %), а также обеспечивает более высокую производительность и уменьшает расход материалов.
В настоящее время для заделки местных повреждений применяют, шприц-машины, при помощи, которых в полость поврежденных мест покрышки выдавливается подогретая резиновая масса. Этот способ обеспечивает высокое качество ремонта (повышает гарантированный пробег шин на 25 %), а также обеспечивает более высокую производительность и уменьшает расход материалов.









