Студент должен. - методы обеспечения точности при сборке и переборке двигателя;
знать: - методы обеспечения точности при сборке и переборке двигателя; уметь: - составлять сборочную размерную цепь несложного узла; проводить точностные расчеты на максимум-минимум. ЛЕКЦИЯ 1. Основные понятия и определения. 2. Погрешности при сборке. 3. Методы сборки, обеспечивающие точность.
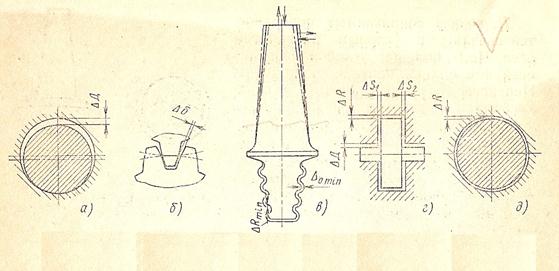
1 Основные понятия и определения В процессе сборки авиационных двигателей необходимо обеспечить множество выходных сборочных параметров. Значение этих параметров конструктор рассчитывает при проектировании двигателя и выносит на сборочный чертеж или тех. условия на сборку. Параметры, которые вносит конструктор в сборочный чертеж при расчете и проектировании называется заданными. Их задают в виде 2-х предельных значений, максимального и минимального, разность которых представляет допустимую погрешность (допуск) сборки по этому параметру. Сборщик двигателей, собирая тот или иной узел двигателя, выполняет требования конструктора. Он обязан добиться того, чтобы значения сборочного параметра укладывались в допуск, то есть находились между максимальными и минимальными значениями. Значение сборочного параметра, достигнутое и измеренное при сборке, называют действительным значением. Точность сборки есть степень соответствия действительных значений сборочных параметров заданным чертежом и ТУ на сборку. Для достижений требуемой точности сборки производится контроль взаимного расположения поверхностей сопряженных деталей, т.е. контроль диаметральных, радиальных, осевых, боковых между зубьями шестерен – зазоров.
Рис.2 Виды зазоров А) диаметральный зазор Б) радиальный зазор В) осевой зазор Г) боковой зазор между зубьями шестерен Классификация зазоров с точки зрения работоспособности узла: нормальные, монтажные, рабочие. РАЗМЕРНАЯ ЦЕПЬ УЗЛА. Сборочной размерной цепью называется замкнутая цепь, связывающих поверхности и от деталей и координирующих их относительное положение в сборочной единице или изделии.
Цепи бывают линейные, плоскостные и пространственные. Рассмотрим одномерную линейную цепь, т.е. образованную только параллельными размерами.
Рис.4 Схема цепи Отсюда видно, что номинальная величина любого звена, т.е. зазора В = (В1+В2) – (В3+В4+В5+В6).
В общем случае для цепи из n звеньев:
где m - кол-во увеличивающихся звеньев и от m+1 до n-1- уменьшающихся звеньев или
или
- основное уравнение номинальных значений размерной цепи, где А – является передаточным отношением или коэффициентом влияния А= +1 или А = -1 – в линейных размерных цепях Расчет зазоров при помощи размерной цепи. Душина стр.9-11
2 Погрешности при сборке Различают скалярные и векторные погрешности. Скалярные погрешности имеет только величину, например отклонение массы сборочного элемента. А векторные имеет линейную величину и угловое расположение, к ним относятся: геометрические параметры, такие, как эксцентриситет, биение, несоосность. Векторные погрешности это случайные погрешности. Чтобы устранить погрешности необходимо провести точностные расчеты.
3 Методы сборки, обеспечивающие точность При производстве двигателей точность сборки может обеспечиваться следующими методами: 1. полной взаимозаменяемостью 2. неполной взаимозаменяемости 3. метод подбора 4. метод компенсации 5. метод пригонки
|