ШЛАКОВЫЕ ВКЛЮЧЕНИЯ
Это включения в наплавленный металл оплавленного флюса, обмазки электродов и т.п. Вдоль оси шва, как правило, имеют вытянутую форму, часто образуют цепочки. В поперечном сечении форма неопределенная, но чаще всего это неправильный овал или треугольник с шероховатой поверхностью.
ПОРЫ Это газовые пузырьки сферической или цилиндрической формы ось цилиндра, как правило, вертикальна. Чаще всего образуют скопления.
СВИЩИ (КАНАЛЬНЫЕ ПОРЫ) Это отверстия (каналы) малого диаметра и большой глубины, иногда сквозные.
3. СТАТИСТИКА ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ При отработанной технологии количество и статистическое распределение дефектов по типу и по размеру стабильно. В среднем, из общей массы дефектов в швах 25 – 40 % составляют непровары и трещины, 60 – 75 % – объемные дефекты (включения, поры и т.п.). Нарушения технологии приводят к резкому увеличению количества и размеров дефектов, а также к появлению дефектов новых типов (например поперечных трещин). Изменение статистических показателей контроля качества является одним из важных критериев оценки стабильности технологического процесса изготовления данного изделия, и наоборот: при стабильной технологии сварки – позволяет судить о нарушении технологии контроля. Классический пример – налаженный статистический контроль качества сварных стыков рельсов на заводах МПС. Стабильный в среднем процент брака характерен для каждого завода. Увеличение этого процента свидетельствует об ухудшении технологии и о необходимости принятия мер по улучшению сварки. Сокращение % брака говорит об ослаблении ультразвукового контроля (УЗК) и о необходимости наведения порядка в службе контроля. Характерные примеры распределения выявленных: а) непроваров по длине в швах сосудов толщиной 50÷250 мм; б) компактных шлаковых включений, пор и их скоплений в швах 8÷22 мм; в) плоскостных (непроваров, трещин) в швах 8÷22 мм.
Распределение дефектов по размеру, как правило, описывается распределением Вейбулла.
Основная масса дефектов обычно сосредоточена в корне шва. Статистика распределения дефектов в поперечном сечении шва и по глубине h зависит от конструкции шва: при K- и X-образных разделках непровары образуются, как правило, в верхней средней зоне шва, что видно из диаграмм, применительно к стыковым швам сосудов толщиной H = 90÷240 мм. Это обуславливает значительно худшую их выявляемость в сравнении с дефектами, выходящими на поверхность.
В односторонних сварных швах с V-образной разделкой (трубы, сосуды небольшой толщины и др.) эти дефекты расположены у противоположной поверхности и хорошо выявляются в силу углового эффекта, при котором суммируются сигналы, переотраженные от дна и от плоскости отражателя.
Статистика распределения плоскостных дефектов по ширине шва применительно к резервуарам нефтехранилищ, выполненных автоматической дуговой сваркой (АДС) и ручной дуговой сваркой (РДС). Показывает, что основная масса дефектов расположена в средней части (зона I).
В угловых и нахлесточных соединениях основная масса дефектов сосредоточена вблизи плоскости, проходящей через биссектрису сварного шва.
Распределение дефектов по азимуту θ относительно продольной оси шва является нормальным (гауссовым) со среднеквадратичным отклонением δθ = 4÷5°.
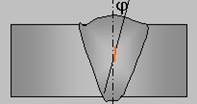
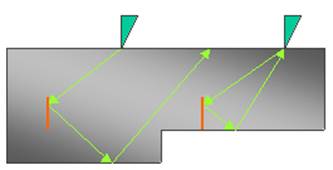
В сварных соединениях сосудов высокого давления и паропроводов из сталей перлитного и перлитно-мартенситного классов внутренние трещины ориентированы, в основном, вертикально. Распределение экспериментальных данных близко к нормальному, со среднеквадратичным отклонением σφ равным: 7° для электрошлаковой сварки (ЭШС) и 8,5° для автоматической дуговой и ручной дуговой сварки (АДС и РДС). Близкие значения σφ получены применительно к швам резервуаров нефтехранилищ с толщиной стенки 12÷22 мм. Обнаружение вертикальных трещин эффективно только в случае применения эхо-зеркального метода (тандем) или дельта-метода с регистрацией волн дифракции.
На выявляемость дефектов и на появление ложных сигналов сильно влияет отклонение ширины усиления шва от номинального значения и величина взаимного смещения верхнего и нижнего валиков усиления. Здесь приведены характерные статистики применительно к швам резервуаров нефтехранилищ.
(Δ – отклонение ширины валика от номинального значения)
(Δ/b) – величина взаимного смещения валиков усиления
4. ОСНОВНЫЕ ОШИБКИ ОБНАРУЖЕНИЯ И ОЦЕНКИ ВЕЛИЧИНЫ ДЕФЕКТОВ
|









 Это определяет необходимость проворотов ПЭП вокруг нормали к оси шва на угол 3δθ ≈ ±15° при сканировании.
Это определяет необходимость проворотов ПЭП вокруг нормали к оси шва на угол 3δθ ≈ ±15° при сканировании.