Автоматическая сварка под флюсом.
Тавровые, угловые и нахлесточные соединения сваривают угловыми швами. Угловые швы можно сваривать: 1. в «лодочку» вертикальным электродом, 2. в нижнем положении наклонным электродом. Сварка вертикальным электродом в лодочку (Рис.3.28) может производиться при симметричном (а) и несимметричном (б) расположении свариваемых листов.
(а) (б) Рис.3.26. Влияние подготовки кромок на форму шва: а –угловые соединения; б – стыковые соединения.
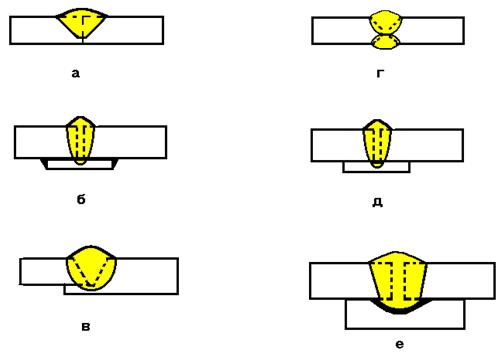
Рис.3.27. Способы односторонней автоматической сварки под флюсом: а – без разделки кромок с неполным проваром (сварка на весу); б – без разделки кромок на остающейся подкладке; в – с разделкой кромок «в замок»; г – сварка с предварительной ручной подваркой (нижний шов); д – сварка на медной подкладке; е – сварка на флюсо-медной подкладке.

Рис.3.28. Схема сварки угловых швов. Основной трудностью при сварке в лодочку является то, что жидкий металл легко протекает в зазоры. Поэтому при сборке под сварку предъявляются повышенные требования: если зазор более 1 мм, то необходимо принять меры, предупреждающие протекание металла. Наилучшее формирование шва обеспечивается при сварке в симметричную лодочку. Наибольший провар стенки может быть достигнут сваркой в несимметричную лодочку с углом 30˚ (Рис.3.28б). Сварка наклонным электродом угловых швов (Рис.3.28в) производится в том случае, когда по условиям производства и по габаритам сварного изделия не представляется возможным установить его в положение лодочки. В этом случае основным условием получения качественного шва является не только правильный выбор режима сварки, но и точное расположение конца электрода относительно кромок свариваемого изделия при его перемещении (Рис.3.28в). Если расположить электрод по биссектрисе угла, то в вертикальной стенки у шва могут образоваться подрезы. Если смещение будет больше указанного, то вероятны наплывы на горизонтальном листе. При сварке угловых швов наклонным электродом за один проход можно получить швы с катетом до 8 мм. Швы с большим катетом выполняют в несколько проходов. Наилучшее формирование угловых швов достигается при сварке электродной проволокой диаметром 2 мм.
|