
Тепловые явления при резании
Тепловой баланс процесса резания. Теплота, возникающая в процессе резания, влияет на стойкость инструмента и его износ, на качество обработанной поверхности, изменяет механические свойство обрабатываемого материала, коэффициент трения на передней и задней поверхностях инструмента, усадку стружки и т. п. Русские исследователи Н. Н. Саввин (1910 г.) и Я. Г. Усачев (1915 г.) установили, что вся работа резания преобразуется в теплоту. Можно полагать, однако, что около 1% работы резания все же затрачивается на образование поверхностей, обладающих иной потенциальной энергией, чем энергия элементов внутри заготовки и стружки:
Где: Ауп – работа упругого деформирования; Апл – работа пластического деформирования; Атр – работа трения; Адис – работа диспергирования (образования новых поверхностей).
Следовательно, приближенно количество образуемой теплоты в единицу времени (Дж/с) будет
rде Рz в Н, υ в м/с.

Тепловой баланс процесса резания можно записать в виде (рис. 27,а)
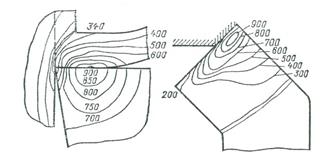
где Q1 – Q4 - теплота, полученная соответственно в результате деформации срезаемого слоя, трения по передней поверхности, трения по задней поверхности и деформации поверхностного слоя заготовки; q1 - q4 - теплота, отводимая соответственно стружкой, резцом, заготовкой и окружающей средой. Количество образующейся и отводимой отдельными элементами теплоты изменяется с изменением скорости (рис. 27,6). Приведенное на рис. 28 распределение температур в зоне деформации между резцом, заготовкой и стружкой, и изотермы получены проф. А. Н. Резниковым для случая обработки стали ШХ15 на режиме υ = 1,33 м/с, t = 0,1 мм, s = 0,5 мм/об. Температура при резании и её измерение. В процессе длительной обработки происходит накопление теплоты в заготовке и резце, приводящее к повышению средней температуры. Так, если температура стружки при v=3,33÷12,50 м/с примерно 400 – 450°С, то при этих же условиях температура резания (поверхности соприкосновения стружки с резцом) равна 800°С, а средняя температура резца за 20 мин работы достигает только 220°С. Температура заготовки зависит от ее массы, продолжительности резания и других факторов. Температура резания θ (°С) при увеличении элементов резания возрастает. Влияние на нее ряда факторов описывается формулой
где k1 = t/s; r- радиус сопряжения режущих кромок, мм; F - площадь сечения крепежно-присоединительной части резца, мм; сθ - коэффициент, учитывающий влияние факторов, не вошедших в формулу в явном виде. Изменение материала режущей части и заготовки, применение СОЖ и т. п. приводит к изменению как с θ, так и показателей степени в этой формуле или к необходимости введения дополнительных коэффициентов. Существуют различные методы измерения температуры и методы исследований тепловых явлений при резании. Непосредственное измерение температуры производят с помощью термопар (искусственных, полуискусственных и напыленных), радиационным и другими методами. Метод искусственной термопары был впервые применен Я. Г. Усачевым в 1912 г. Термопара изолируется от стенок отверстия в резце стеклянной трубочкой (рис. 29,а).
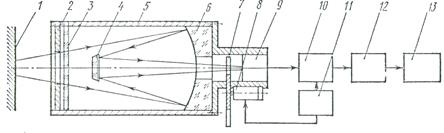
При измерениях методом полуискусственной термопары (также впервые примененным Я. Г. Усачевым) изолированная проволока расклепывается на задней поверхности резца (рис.29,6),и таким образом, одним из элементов термопары служит инструмент. Метод напыленной термопары применяется для исследования микроучастков поверхности. Толщина пленок напыления составляет несколько ангстрем. Термопара создана во Всесоюзном заочном машиностроительном институте (В3МИ). Радиационный метод измерения температуры (рис. 30) основан на регистрации инфракрасного излучения. Каждый из современных методов измерения температуры резания имеет свои области применения в зависимости от исследуемого объекта, разрешающей способности, быстродействия, надежности показаний, степени воспроизводимости и т. п. Ведутся поиски новых методов измерения температуры, более универсальных, простых и точных.
|








