Изнашивание и стойкость режущих инструментов
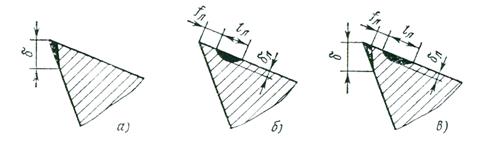
Закономерности и виды износа инструментов. Режущие инструменты в процессе работы изнашиваются в силу значительных скоростей трения, высоких температур режущего клина и высоких давлений на его передней и задней поверхностях. Различают три вида износа: только по задней поверхности, только по передней поверхности и по обеим поверхностям одновременно. Износ δ только по задней поверхности (рис. 31,а) наблюдается при малой толщине срезаемого слоя. Износ только по передней поверхности, характеризуемый размерами лунки износа δЛ и lЛ (рис. 31,6), встречается довольно редко и лишь у быстрорежущих инструментов, работающих при высоких скоростях резания без СОЖ при толщине срезаемого слоя, а > 0,5 мм, Износ по обеим поверхностям (рис. 31,6) наблюдается у инструментов, работающих с большими толщинами среза (а > 0,2 мм), с охлаждением и средними скоростями резания. Этот
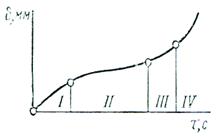
износ характерен для многолезвийных инструментов, работающих с большими перерывами в цикле обработки заготовки. Износ инструментов по задней поверхности является определяющим и подчиняется общей закономерности изнашивания деталей машин (рис. 32). Здесь можно отметить следующие зоны работы резца: I – зону приработки, II - зону нормального или рабочего износа, III - зону интенсивного износа, IV - зону катастрофического износа или разрушения. Изнашивание вызывается различными явлениями, происходящими при резании. Ряд гипотез объясняет этот процесс только как абразивный, адгезионный, диффузионный, окислительный или усталостный вид изнашивания. Кратко охарактеризуем все эти виды. 1. При трении стружки и заготовки об инструмент их твердые микрокомпоненты постоянно разрушают (скоблят, царапают) верхние трущиеся слои инструмента. Такими компонентами могут быть частички нароста, сложные карбиды, цементит, карбиды кремния, интерметаллиды и др. Этот процесс абразивного изнашивания зависит от соотношения твердостей инструмента и заготовки в зоне контакта. 2. При контактировании чистых движущихся поверхностей происходит так называемое схватывание микрочастиц, т. е. образование и разрушение металлических связей двух материалов, приводящее к изнашиванию инструмента.
3. При высоких температурах (θ > 800°С) создаются условия, при которых, по данным проф. Т. Н. Лоладзе, материал инструмента или его связка (у твердого сплава) могут растворяться в материале заготовки. При постоянной обновлении контактов, как это имеет место при резании, диффузионный процесс протекает весьма интенсивно. 4. Окислительный износ происходит в связи с нагревом тел (резца) в среде кислорода воздуха. Реакция кислорода с металлом режущего инструмента приводит к созданию малопрочных окислов (их твердость в 40 - 60 раз меньше, чем у твердых сплавов), которые легко изнашиваются стружкой и заготовкой. 5. Проф. И. В. Крагельский описал усталостный износ как следствие волн деформации от движущихся микронеровностей. Перед неровностью металл сжимается и за ней растягивается. Это приводит к явлению усталости металла в данной точке. Очевидно, при изнашивании реальных тел в конкретных условиях могут быть различные комбинации описанных моделей изнашивания. Критерии износа инструментов. Момент, когда инструмент следует затачивать, определяется его затуплением. Для определения этого момента наиболее удобен критерий износа по задней поверхности hз, полно отражающий процесс изнашивания. Период работы резца от заточки до заточки с некоторым износом hз обозначим Тi. Тогда суммарный период службы инструмента
где n – число переточек до полной амортизации режущей части инструмента. Понятно, что суммарный период работы инструмента зависит от hз. Износ, при котором достигается максимальная величина суммарного периода, назовём допустимым износом по задней поверхности (с позиции срока службы инструмента). Допустимые величины hз приведены в нормативных данных. При чистовой обработке применяют технологический критерий износа, который определяется резким увеличением шероховатости обрабатываемой поверхности, потерей выдерживаемого размера, возникновением вибраций системы СПИД, нагревом детали и др. Вибрации резании металлов. Обязательным условием получения высокой и низкой шероховатости обработанной поверхности является устойчивость движения при резании. Система СПИД должна быть виброустойчива, поскольку колебания, ухудшая качество обработки, могут резко снизить и стойкость инструмента. Колебания в станках связаны с различными их источниками. Периодические возмущения имеют место при проявлении неуравновешенности и периодических погрешностях элементов привода станка, неравномерности припуска заготовки на обработку и по другим причинам. Импульсные возмущения действуют на станок при его разгоне, торможении и реверсировании и при процессах, связанных с врезанием и выходом инструмента. Внешние возмущения передаются системе СПИД через фундамент пли опоры. Самовозбуждающиеся колебания связаны с природой резания и трения. Все эти явления приводят к взаимному перемещению инструмента и заготовки в направлениях, не предусмотренных данным технологическим методом обработки, к отклонениям геометрии инструмента и элементов режима резания от заданных. Борьба с вынужденными колебаниями заключается в устранении причин колебаний, применении автобалансирующих устройств, введении демпфирующих устройств, систем автоматической компенсации колебаний и др. Борьба с авто колебаниями осуществляется изменением условий резания: геометрии инструмента, скорости резания, подачи, вылета резца (инструмента), подачи СОЖ и т. п., так как полагают, что к основным причинам автоколебаний относятся изменение сил резания между инструментом, заготовкой и стружкой, образование и разрушение нароста, отставание по фазе силы резания от движения вибрации ряд других.
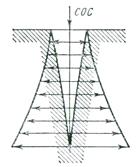 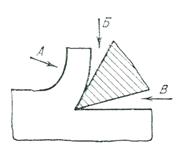
Проф. В.Н. Подураев [26] показал, что вибрации при обработке резанием могут играть положительную роль, облегчая процесс резания, повышая стойкость инструмента, улучшая стружкоотвод и т.п. Смазывающе-охлаждающие среды (СОС) и подвод их в зону резания. Износ инструмента тесно связан с температурой в зане резания. Правильное изменение среды, в которой происходит деформирование срезаемого слоя, снижает температуру в зоне резания, улучшает качество обработки и дает экономический эффект. От качества СОС зависит интенсивность протекания тепловых, химических и других процессов. СОС, применяемые при обработке резанием, не должны оказывать вредного физиологического воздействия на оператора (пары, запах, дымление СОС, раздражение кожи и т. п.), вредного действия на материал заготовки (коррозия) и на станок (коррозия, пары и др.). Кроме того, СОС не должны вызывать других побочных явлений в процессе эксплуатации (расслоение СОЖ со временем, образование тонких клейких пленок, вспенивание, взрывоопасность, засорение насосов, фильтров и др.). Можно отметить такие основные действия СОС в зане резания, как охлаждающее, смазывающее и снижающее прочность на сдвиг обрабатываемого материала (по П. А. Ребиндеру и Г. И. Епифанову) в результате расклинивания жидкостью капилляров микротрещин (рис. 33). Каждая СОС может обладать в большей степени охлаждающим и в меньшей степени смазывающим свойствами (например, вода), или наоборот (например, масла). Смазывающе-охлаждающие среды могут подводиться в зону обработки по трем направлениям (рис. 34): непосредственно в зону деформации А, по передней поверхности Б, па задней поверхности В. Охлаждение мажет выполняться поливом СОЖ, подачей ее под давлением 3 – 4 МПа, туманом (под давлением до 2,5 МПа), газом. При скорости резания v<0,5÷1,0 м/с применяют маслянистые жидкости, при v>0,5÷1,0 м/с - составы на водной основе. Кроме водных растворов, эмульсий минеральных и растительных масел, т. е. жидкостей (СОЖ), при обработке резанием применяют слоистые твердые смазочные материалы, пластичные смазки и газообразные СОС.
|