Получаемые сваркой плавлением
При проектировании сварных заготовок необходимо учитывать следующие основные факторы. 1. Число сварных соединений должно быть минимальным, так как прочность соединения может быть меньше, чем прочность основного металла детали. Сварные швы по возможности следует предусматривать прямолинейными и непрерывными по длине. 2. Конструкция и взаимное расположение свариваемых элементов должны обеспечивать удобство доступа сварочного инструмента в зону сварки. Так, при приварке стенок, перегородок желательно выносить сварные швы из тесного пространства между ними (рис. 4.7, 1). При приварке фланцев к стенке желательно увеличить зазор между ними или вынести сварной шов на наружную поверхность фланца (рис. 4.7, 2). В случае контактной сварки следует стремиться к тому, чтобы использовались стандартные прямые электроды, а не специальные. Для этого необходимо изменить конструкцию свариваемых элементов или предусмотреть технологические вырезы, отверстия и др. (рис. 4.7, 3). Расположение сварного шва напротив бурта или рядом с выступающей частью заготовки (рис. 4.6, в) затрудняет сварку и рентгеновский контроль. 3. При наличии нескольких возможных вариантов сварки следует применять наиболее простые и производительные способы. Например, при приварке рычага к оси рациональнее заменить кольцевые швы электрозаклепкой (рис. 4.8, 1). При сварке листовых конструкций или фланцев с трубами следует заменять дуговую сварку контактной (рис. 4.8, 2, 3). 4. В сварной конструкции не должно быть резких (ступенчатых) переходов по толщине металла (рис. 4.9), отклонений от симметричности расположения элементов по толщине; не должно быть резких переходов форм конструкции (малых радиусов закругления вырезов). В противном случае возможно разрушение конструкции в результате концентрации напряжений. Это особенно важно для конструкций, работающих в условиях знакопеременных нагрузок и вибрации. Для таких конструкций необходимо предусмотреть плавные переходы от металла шва к основному металлу. При контактной сварке конструкция заготовки должна обеспечить необходимую по величине контактную поверхность деталей. При стыковой сварке следует стремиться к тому, чтобы свариваемые детали вблизи стыка имели одинаковые или близкие по форме и размерам сечения.
Рис. 4.7. Обеспечение удобства доступа сварочного инструмента в зону сварки: а – нетехнологично; б – технологично
Рис. 4.8. Примеры выбора способа сварки: а – нетехнологично; б – технологично
Рис. 4.9. Сварка исходных заготовок различной толщины: а – при S / S 1 <3; б – при S / S 1 >3, при этом l >5(S – S 1); l' >3(S – S 1)
5. Разделка кромок должна обеспечивать проварку шва по всей толщине. В то же время следует избегать трудоемкой разделки кромок. Вместо этого желательно образовывать сварочную ванну путем правильного размещения свариваемых деталей (рис. 4.10). 6. С целью обеспечения точного положения соединяемых элементов необходимо предусматривать их взаимную фиксацию (рис. 4.11, а). Если свариваемые детали имеют точные или обработанные поверхности, то их следует располагать подальше от зоны сварки, чтобы на них не попадали брызги металла или не оказывала теплового воздействия сварочная дуга (рис. 4.11, б).
7. Для снижения концентрации сварочных напряжений необходимо избегать пересечения сварных швов в одном узле и сводить к минимуму количество наплавляемого металла (рис. 4.12).
Рис. 4.12. Примеры конструкции сварных узлов а – нетехнологично; б – технологично
8. Габариты сварных заготовок должны соответствовать возможности их обработки в термических печах. Если термическая обработка не дает должного эффекта, невозможна или экономически невыгодна, равнопрочность сварных соединений может быть достигнута за счет утолщения кромки элементов конструкции на ширине не менее зоны термического влияния. Важной задачей является правильный выбор способа сварки в соответствии с назначением, формой и размерами конструкций. Назначение способа сварки в значительной степени определяется свариваемостью, особенно при соединении разнородных материалов, конструктивным оформлением сварных соединений, степенью их ответственности и производительностью процесса. Необходимо также учитывать тип соединений, присадочный материал, приемы и обеспечение удобства выполнения сборочно-сварочных соединений. Эти условия предопределяют механические свойства соединений и допускаемые напряжения, необходимые для прочностных расчетов конструкций. Так, для сварки длинных швов встык более технологично применение дуговой автоматической сварки. Толстостенные элементы соединяют электрошлаковой сваркой. Для сварки внахлест тонколистовых материалов рационально применение контактной сварки. Некоторые виды свариваемых материалов (алюминиевые и титановые сплавы, нержавеющие стали и т. п.) требуют надежной защиты зоны сварки от окисления, т. е. применения аргонно-дуговой, электронно-лучевой и диффузионной сварки. Необходимо также учитывать возможности механизации и автоматизации процесса выбранного способа сварки. Рациональная технология сварки должна обеспечить минимальный уровень сварочных напряжений и как следствие – сварочных деформаций. Это достигается за счет различных технологических приемов. В частности, сварка при повышенных плотности тока и скорости сварки дает меньшие деформации. Предварительный подогрев, уменьшая разность температур между основным и расплавленным металлами, ведет к снижению остаточных напряжений. Уменьшение размеров сварного шва, переход от односторонней разделки кромок к двухсторонней повышают технологичность конструкции, так как снижаются сварочные деформации. Наименьшие деформации после сварки будут иметь конструкции, соединения в элементах которых располагаются так, что сумма статических моментов объема металла швов относительно центра тяжести сечения элемента равна нулю или близка к нему. Поэтому рекомендуется располагать швы в элементах симметрично (рис. 4.6, е). Для уменьшения остаточных напряжений следует избегать в изделии пересекающихся швов, а также их скопления. Для уравновешивания деформаций следует применять рациональную последовательность наложения сварных швов: при многопроходной сварке толстых деталей рекомендуется последовательно переходить с одной на другую сторону сечения (рис. 4.13, а); длинные прямолинейные швы рекомендуется разбивать на участки, сварка которых ведется в противоположных направлениях (рис. 4.13, б); при сварке пространственных конструкций необходим переход с одного элемента на другой (рис. 4.13, в). При соединении оболочек кольцевыми швами необходимо продольные швы располагать не по одной линии, а смещать их относительно друг друга (рис. 4.6, г). При этом удается снизить концентрацию напряжений и повысить работоспособность изделия. Хорошие результаты дает предварительный изгиб свариваемых деталей в сторону, противоположную сварочной деформации (рис. 4.14). Сварку сложных деталей нежесткой конструкции производят в специальных приспособлениях (кондукторах). Жесткое закрепление во время сварки и охлаждения препятствует короблению деталей тогда, когда из-за высоких температур их материал обладает повышенной пластичностью. По окончании сварки при тех же остаточных напряжениях больших деформаций не возникает.
При выполнении стыковых соединений из алюминиевых сплавов необходимо предусмотреть возможность удаления оксидных пленок из стыка в проплав, применяя сварочные подкладки с профилированными канавками или специальным оформлением конструкции соединения (рис. 4.6, д). Оксидные включения, остающиеся в швах, служат причиной зарождения трещин и нарушения герметичности. Механическую обработку сварных заготовок следует, как правило, производить после отпуска, так как удаление части сечения вызывает перераспределение остаточных напряжений и искажение ранее обработанных поверхностей. Однако эти искажения зависят от жесткости обрабатываемой детали и размера снимаемого слоя и могут быть невелики. Поэтому часто сварные изделия обрабатывают без предварительной термообработки. Термическая обработка сварных заготовок Термическая обработка сварных заготовок производится с целью улучшения свойств металла шва и околошовной зоны и для снятия сварочных напряжений. Режим термообработки определяется химическим составом, теплофизическими и механическими свойствами материала. Термообработка способствует обеспечению точности последующей механической обработки заготовки, а также стабильности размеров и формы сварного изделия в процессе эксплуатации. Наиболее полное снятие напряжений производится с помощью общего высокого отпускаю термических печах. Заготовку нагревают до 600–650 °С и выдерживают в течение времени, которое определяют из расчета 2–3 мин на 1 мм толщины металла. Положение заготовки в печи должно предотвратить ее деформацию за счет провисания под собственной тяжестью. Охлаждение после отпуска производится медленно, чтобы в металле снова не возникли напряжения. Заготовки из среднеуглеродистых сталей часто охлаждают до температуры 300 °С с печью, а затем – на воздухе. Для сталей, склонных к охрупчиванию при температуре 600–620°С, температура отпуска снижается до 550–560 °С. Местный высокий отпуск применяется для крупных деталей в местах, где непосредственно производилась сварка, с целью снижения уровня сварочных напряжений и повышения пластичности металла. Нагрев в этом случае производится с помощью переносных индукционных термических печей или газовых горелок. Нагрев может также осуществляться наложением дополнительного слоя металла с применением соответствующего режима сварки. Местный отпуск производят в кондукторах сразу же после сварки. При этом следует отметить, что неравномерный местный нагрев может вызвать свои нежелательные остаточные напряжения. Термопластичный отпуск – это нагрев смежных зон основного металла, параллельных шву. Пластическая деформация при нагреве снимает остаточные напряжения сжатия в околошовной зоне. Этот метод требует тщательной регулировки источника нагрева и определенной скорости перемещения его вдоль шва. Необходимо помнить, что высокий отпуск – более дорогая операция, значительно увеличивающая стоимость изготовления заготовки, и ее следует применять в действительно обоснованных случаях, например, когда заготовка подвергается в дальнейшем механической обработке с целью получения точных присоединительных размеров и т.п. Сварные и комбинированные заготовки Сварные заготовки. Многие сварные заготовки изготавливают из листового проката, фасонных и гнутых профилей, что обеспечивает возможность получения легких изделий повышенной жесткости и устойчивости. К таким заготовкам относятся рамы, станины, барабаны, корпуса редукторов, зубчатые колеса (рис. 4.15), штанги, тяги (рис. 4.16), подшипниковые опоры разных систем (рис. 4.17) и т. п. Все они выполнены из листового проката с усилением корпусов приваркой ребер жесткости.
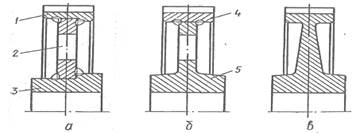
В ряде случаев применение сварки дает существенный экономический эффект и снижает трудоемкость механической обработки заготовки. Комбинированные заготовки. В современном машиностроении тенденции в изготовлении крупных заготовок ведут к замене литых заготовок комбинированными, которые получают сочетанием ковки и литья со сваркой. Это позволяет подойти дифференцированно к различным частям детали, в частности, использовать в одной конструкции разнородные материалы, наиболее соответствующие условиям работы различных элементов, уменьшить массу и металлоемкость конструкций. Комбинированные заготовки обладают большей технологичностью. Их внедрение снижает сроки освоения производства, сокращает расходы на литейную и штамповочную оснастку. Сварно-литые заготовки изготавливают при производстве станин прессов, прокатных станов, станков, корпусов редукторов, картеров тепловозных двигателей, толстостенных сосудов, различных деталей вагонов и т. п. Расчленение крупногабаритных цельнолитых заготовок позволяет использовать более точные способы литья (в кокиль, под давлением), применение которых резко снижает объем механической обработки. При наличии в детали стенок толщиной свыше 30 мм, сопрягаемых со стенками малых сечений и с частями, имеющими, сложный профиль, применяют сварно-литую заготовку. При сочетании стенок постоянного сечения толщиной до 30 мм со сложными фасонными профилями переменного сечения применяют сварно-листо-литые заготовки. При конструировании сварно-литых заготовок прибыли на отливке располагают вдали от кромок, подлежащих сварке. Повышенное содержание серы и углерода в местах расположения прибылей приводит к появлению дефектов в сварных швах и в прилегающих к ним зонах металла отливки. При конструировании сварно-литых заготовок, образующих жесткий контур, следует предусматривать соединение отдельного элемента с остальной частью конструкции не более чем двумя сварными швами. В случае большего числа стыков осуществить сварку намного сложней, а иногда невозможно. При конструировании крупногабаритных сварно-литых заготовок стремятся к тому, чтобы габаритные размеры мелких отливок обеспечивали возможность машинной формовки, а длина отдельных частей во избежание коробления не превышала 4–5 м. В сварно-литых заготовках с нечетным числом отверстий разъем размещают в плоскости, поперечной к оси среднего отверстия, что существенно упрощает сварку. В зависимости от размеров поперечного сечения, типа сварного шва и материала сварку элементов заготовки производят различными видами дуговой, контактной или электрошлаковой сварки. Штампо-сварные заготовки (рамы, кожухи, ободы, шкивы, емкости и др.) изготавливают обычно из листового материала. Они позволяют заменить литые или штампованные заготовки, требующие в дальнейшем довольно дорогой механической обработки. Конструкция штампо-сварной заготовки должна одновременно отвечать условиям технологичности и листовой штамповки, сварки. Штампо-сварные заготовки имеют ряд преимуществ: высокая производительность изготовления; сокращение расхода материала и снижение массы конструкции; простота получения заготовок со сложными конструктивными формами; сравнительно низкая себестоимость изготовления заготовок. Штампо-сварные заголовки сваривают в основном контактными способами сварки. Сварно-ковано-литые заготовки изготавливают сочетанием литых элементов с поковками или заготовками из проката соединяемых затем сваркой. Такие конструкции часто применяются тяжелом и энергетическом машиностроении: роторы турбин, массивные валы; крупные зубчатые колеса, рамы и т. п. По сравнению с литыми (или коваными) сварно-ковано-литые заготовки имеют следующие преимущества: значительное снижение массы заготовки; упрощение литейной и штамповочной технологии изготовления соответствующих элементов заготовки; повышение качества и точности изготовления отдельных элементов заготовки; сокращение производственного цикла. Соединение элементов сварно-ковано-литых заготовок производится в основном электрошлаковой или контактной стыковой сваркой и реже – дуговыми способами сварки. Преимущества комбинированных сварных конструкций, в которых использованы одновременно заготовки, полученные различными способами (отливки, поковки, листовой и сортовой прокат), прежде всего проявляются при изготовлении тонкостенных протяженных деталей. Эффективным направлением является использование в различных частях сварных конструкций разнородных материалов, наиболее полно отвечающих требованиям эксплуатации, применение двухслойного проката со специальными свойствами облицовочного слоя и других сочетаний. Технико-экономическое сравнение вариантов изготовления цельных литых или штампованных заготовок, с одной стороны, и сварно-литых или сварно-штампованных заготовок, с другой, производится по уменьшению (или увеличению) массы заготовки; затратам на изготовление модельной оснастки, штампов и других приспособлений; времени цикла подготовки и освоения производства; себестоимости изготовления заготовки. При оценке различных вариантов изготовления заготовки в каждом конкретном случае следует учитывать особенности данной конструкции, технологические свойства материала, тип производства, требуемую точность изготовления и другие факторы. В качестве примера рассмотрим три варианта изготовления заготовки шестерни большого размера (рис. 4.18). Первый вариант заготовки (рис. 4.18, а) изготовлен из кованого обода, диска из листовой стали и катаной ступицы. Он выгоден тогда, когда серия изготавливаемых заготовок не велика, т. е. в единичном производстве. Изготавливать в этом случае литейную оснастку долго и дорого. Сварно-литой вариант (рис. 4.18, б) выгоден тогда, когда отформовать и отлить всю шестерню сразу не представляется возможным из-за отсутствия соответствующего оборудования. Размеры литой ступицы существенно меньше. Кроме того, применение катаного обода дает более высокое качество и износостойкость поверхности зубьев. Второй вариант можно применить в серийном производстве. Третий вариант (рис. 6.22, в) – полностью литая заготовка – рационален только в крупносерийном производстве, когда на предприятии имеются возможности для изготовления соответствующих модельной оснастки и форм.
1 – обод кованый; 2 – ребро на листовой стали; 3 – ступица из проката; 4 – обод катаный; 5 – ступица литая Рис. 4.18. Конструктивные варианты заготовки шестерни: а – сварно-штампованный; б – сварно-литой; в – литой
При технико-экономическом сопоставлении возможных вариантов изготовления цельных (литых, кованых, штампованных) и комбинированных (сварных) заготовок следует определять число «критической» серийности N, показывающее, при каком максимальном количестве деталей наиболее экономичен сварной вариант N = M/(S – О), где S – стоимость одной комбинированной заготовки; О – стоимость одной цельной заготовки; М – стоимость одного модельного комплекта, штампов и других приспособлений, необходимых для изготовления цельной детали.
|

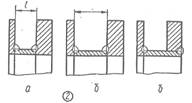
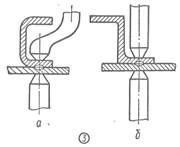
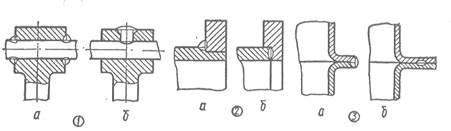
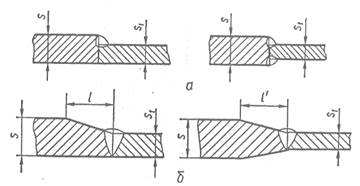
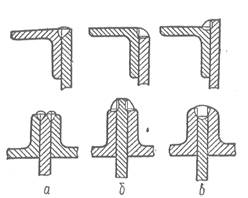 Рис. 4.10. Обеспечение провара сварного шва:
а – нетехнологично; б, в – технологично
Рис. 4.10. Обеспечение провара сварного шва:
а – нетехнологично; б, в – технологично
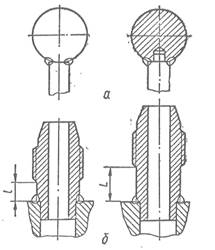 Рис. 4.11. Фиксация положения деталей> при сварке
Рис. 4.11. Фиксация положения деталей> при сварке
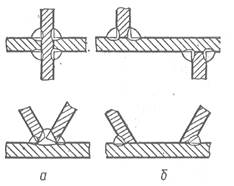
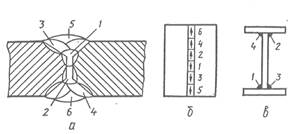 Рис. 4.13. Рациональная последовательность (1,..., 5) наложения сварных швов:
а – при многопроходной сварке в пределах поперечного сечения; б – при сварке длинных швов; в – при сварке пространственных конструкций
Рис. 4.13. Рациональная последовательность (1,..., 5) наложения сварных швов:
а – при многопроходной сварке в пределах поперечного сечения; б – при сварке длинных швов; в – при сварке пространственных конструкций
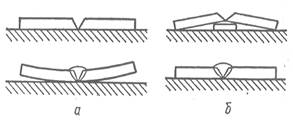 Рис. 4.14. Сварка деталей без предварительного изгиба (а) и с предварительным изгибом (б) в зоне
сварки
Рис. 4.14. Сварка деталей без предварительного изгиба (а) и с предварительным изгибом (б) в зоне
сварки
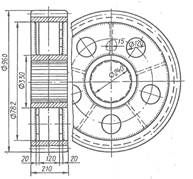 Рис. 4.15. Сварное зубчатое колесо
Рис. 4.15. Сварное зубчатое колесо
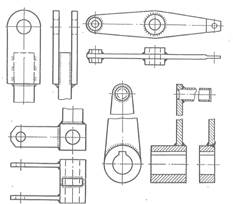 Рис. 4.16. Сварные тяги
Рис. 4.16. Сварные тяги
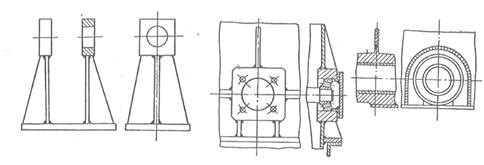 Рис. 4.17. Сварные подшипниковые опоры
Рис. 4.17. Сварные подшипниковые опоры