Вплив методу базуванні на точність складання
Складання з базуванням на зовнішню поверхню («від обшивання»)
При цьому методі базування деталь, що утворить зовнішній обвід агрегату або вузла (наприклад, обшивання або профіль для відповідно фюзеляжу або шпангоута), притискається до фіксатора зовнішнього контуру (ложемента, рубильника) складального пристосування спеціальними притисками й у цьому стані здійснюються установка й кріплення інших елементів зборки. У цьому випадку погрішність виконання зовнішнього контуру агрегату або вузла визначається рівнянням
де: δсб - погрішність готової зборки; δ;np- погрішність складального пристосування; δуст - погрішність установки літакової деталі на базовий елемент оснастки, як, наприклад, величина місцевого зазору між рубильником й обшиванням після установки притисків; δкл, δ; f, δt - відповідно погрішності, викликані клепкою, деформацією пристосування, зміною температури. Для розрахунку очікуваної точності складання варто приблизно прийняти суму останніх погрішностей, рівної 40% від загальної погрішності зборки, тобто
У цьому випадку одержимо
У свою чергу величина δуст виходить зі спочатку наявної погрішності взаємного вв'язування контурів деталі й пристосування, обумовленої допусками на їхнє виготовлення (тобто, наприклад, максимальна величина зазору між рубильником й обшиванням у її вільному стані), що згодом зменшується за рахунок установки вищезгаданих спеціальних притисків і перетворюється в ряд місцевих зазорів між пристосуванням і деталлю (рубильником й обшиванням у її притиснутому стані). Вищевикладене відбивається рівнянням:
де: Сконт(пр. – дет) - погрішність взаємного вв'язування контурів пристосування й деталі; Кприж - коефіцієнт притиску, що відбиває зменшення величини погрішності установки за рахунок установки спец. притисків.
Ясно, що при збільшенні кількості притисків деталі до пристосування величина погрішності установки зменшується. У таблиці 9.7 наведені величини Кприж залежно від кількості притисків у пристосуванні.
Таблица 9.7
lдет - довжина деталі; l пр - відстань між сусідніми притисками.
Підсумкова формула для розрахунку очікуваної погрішності зборки, виконуваної методом «від обшивання», буде мати вигляд:
Цією формулою варто користуватися при розрахунку погрішностей для вузлів типу нервюр, шпангоутів, лонжеронів, що збирають у складальних пристосуваннях, що має фіксатори (ложементи, рубильники) зовнішнього контуру, тому що обводоутворюючі деталі цих вузлів можуть бути притиснуті до фіксаторів, а також агрегатів, для яких є технологічна можливість ведення зборки від «обшивання».
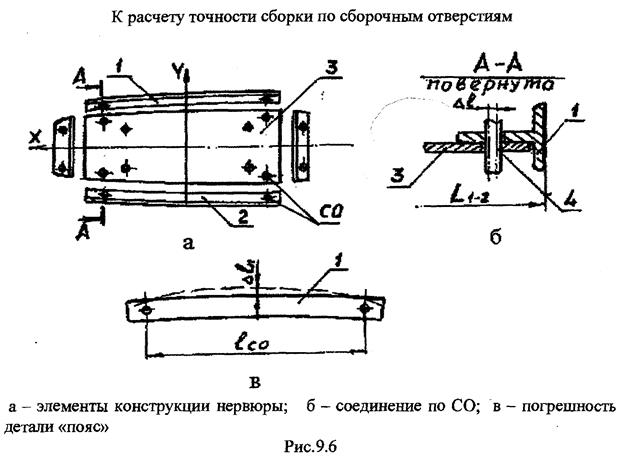
24.4.2. Складання по складальним отворам
При цьому методі зборка відбувається без пристосування. Тому як вихідний елемент, від якого ведеться складання та відбувається нагромадження погрішностей, береться одна з деталей конструкції літака (базова). Так, для зборки по СО стінки 3 нервюри із двома (дет.1, дет.2) поясами (мал. 9.6) рівняння очікуваної погрішності вузла по розмірі від верхнього
до нижнього пояса по перетині А-А буде мати вигляд:
де
де: δбаз - погрішність базової деталі (стінки); Сдет1(кон – СО), Сдет2(кон – СО) - погрішності вв'язування контуру та СО першого і другого пояса, фіксованих штирем 4; δкл - погрішність від клепки; 2 δфикс - погрішність фіксування базової й установлюваної деталей (зазор між отвором і штирем фіксатора, зсув осей Δl)
При зборці по СО вважається, що дві останні погрішності становлять до 30% погрішності зборки, тобто δкл + 2δфикс = 0,3 δсб. Таким чином, підсумкове рівняння прийме вид:
При зборці агрегату з вузлів, зібраних по СО (наприклад, крила з базою на зібрані лонжерони) компенсація при установці обшивання неможлива. Тому погрішність зібраного в такий спосіб крила буде мати вигляд:
де: δs - погрішність товщини обшивки.
Складання по КФО
При цьому методі зборка відбувається в пристосуванні, що є базовим елементом для наступної установки деталей літака й відповідно нагромадження погрішностей. Так, для зборки в СП 1 по КФО агрегату, наприклад, мотогондоли (мал.9.7), що складає з обшивання 2, дуг шпангоутів 3,4 (деталі 1,2), рівняння погрішностей буде мати такий вигляд:
Прийнявши, що δf + δt + 2δфик + δкл = 0,5 δсб, одержимо загальне рівняння погрішності діаметра мотогондоли:
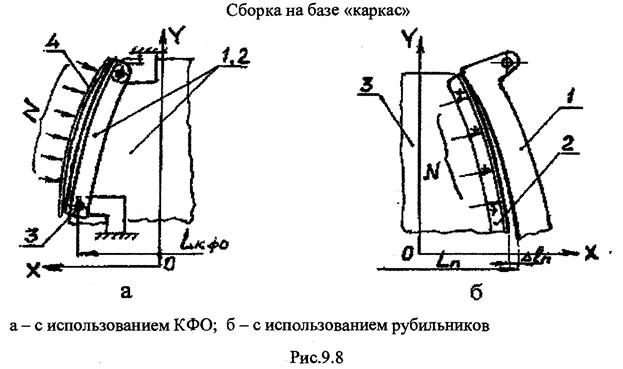
Зборка з базою на зовнішню поверхню каркаса
Метод використається для виготовлення агрегатів або їхніх секцій. При цьому в стапель зборки агрегату встановлюються вузли 1,2, раніше остаточно виготовлені в пристосуваннях з базою на зовнішню поверхню (від обшивання). Базування вузлів виробляється по наявним у стапелі агрегату й літакових вузлів координатно-фіксуючим отворам 3. Установлені цим образом вузли накриваються обшиванням 4, що притискається зусиллями N (мал. 9.8).
Так, наприклад, складається фюзеляж, коли в стапель його зборки по КФО спочатку встановлюється ряд шпангоутів, попередньо виготовлених у складальних пристосуваннях з базою (по рубильниках) по зовнішньому контурі, а потім вони накриваються й скріплюються обшиванням. У цьому випадку компенсація погрішностей за рахунок установки притисків неможлива, тому що твердість зібраних шпангоутів дуже велика. Більше того, до погрішностей виготовлених шпангоутів додаються погрішності вв'язування стапеля зборки фюзеляжу (об'єкт 1) і пристосування для зборки шпангоута (об'єкт 2), а також погрішності товщини обшивання. Тоді формула (9.9) очікуваної погрішності зборки фюзеляжу прийме вид:
де: δпршп - погрішність пристосування для зборки шпангоута; Скон (пр. шп. - дет. шп.) - погрішність ув'язування контурів пристосування для зборки шпангоута й установлюваної в ньому деталі (наприклад, профілю) шпангоута; Спр(об'єкт1 - об'єкт2) - погрішність взаємного вв'язування між стапелем зборки фюзеляжу й пристосуванням для зборки шпангоута.
Використається також зборка каркаса з базою по рубильниках 1 (мал. 9.8,б), до яких притискаються зусиллями N пояса 2 (нервюр, шпангоутів). Потім пояса з'єднують із іншими деталями каркаса 3, одержуючи жорстку конструкцію. На каркас ставлять обшивання.
|