Лабораторная работа № 1 Расчет годового объема работ по ТО и Р и численности производственных рабочих
З дисципліни «Проектування технологічних процесів відновлення поверхонь»
Виконав ст.гр. 1ЗВ-12б: Тарасюк В. М. Перевірив к.т.н., доц. Шенфельд В.Й.
Вінниця 2015 1. Аналіз конструкції та технологічності деталі
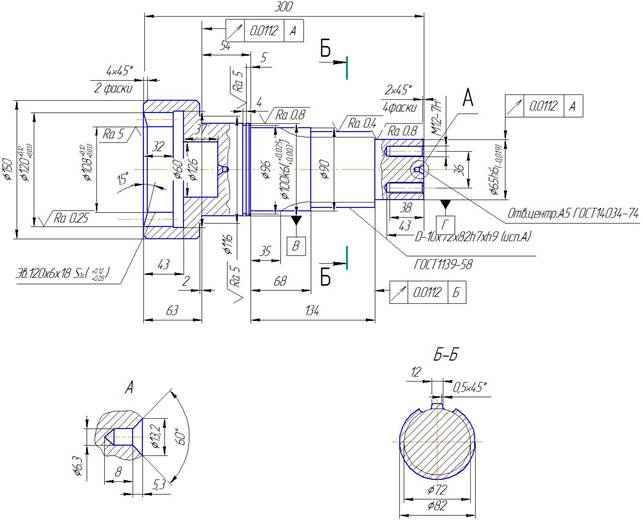
По своїй формі, конструкції і технологічних ознаках деталь відноситься до класу «Вал-обойма». Вал-обойма є складовою частиною редуктора. (рисунок 1). Вал-обойма складається з шийок, на які які встановлено підшипники кочення які в свою чергу встановлюються в корпус редуктора. Вал-обойма має зубчастий отвір для з’єднання є привідним валом. З іншого боку виконано два різьбових отвори для приєднання шайби фіксації підшипника. Дана деталь призначена для передачі крутного моменту від ведучого вала до веденого і є в даному випадку проміжною ланкою. На валі-обоймі виконана шліцева поверхня для нерухомої посадки шестерні.
Рисунок 1.- Креслення вала-обойми.
Розглянемо всі опрацьовані поверхні вала-обойми і їх призначення, використовуючи рисунок 1 та 2. Поверхні 1 і 2 використовується для нерухомого з'єднання шестерні з підшипниками. Поверхня повинна бути виконана по квалітету точності k6, шорсткість не більше як Rа=0.8мкм. Поверхня 3 є складовою шліцевої поверхні до неї ставляться високі вимоги на точність і шорсткість. Поверхня повинна бути виконана за такими вимогами як шорсткість не більше як Rа=0,4мкм. Поверхня 5 є складовою поверхні зубів. Відстань між зубами контролюється по 8 квалітету точності та вимогами по шорсткості не повинні перевищувати Rа=5мкм. Це зумовлено необхідністю забезпечення точного контакту при зачепленні зубчастих коліс, які встановлюються на дану поверхню. Зуби на ній підлягають проходять термічну обробку, міцність після якої становить 45…50 HRC. Поверхня 4 призначена для встановлення гвинтів. На ній виконана різьба М12. Вимоги до даної поверхні контролюються по квалітету Н7. Поверхня 6 призначена для встановлення стопорного кільця. Вимогами по шорсткості не повинні перевищувати Rа=5мкм. Всі інші поверхні не такі відповідальні, як перераховані, оскільки вони не контактують з спряженими деталями і виготовленні ливарним способом без наступної механічної обробки.
Рисунок 2 Ескіз вал-обойми з вказаними номерами поверхонь
Деталь «вал – обойма»- є складовою редуктора. Виготовляється із легованої конструкційної сталі марки 30ХГТ. Використаовується в промисловості для покращених і цементованих деталей, від яких потрібна висока міцність, в'язка серцевина і висока поверхнева твердість, що працюють при великих швидкостях і підвищених питомих тисках під дією ударних навантажень.
2 Матеріал деталі та його властивості
Деталь «Вал – обойма» є важливою складовою редуктора і служить для передачі крутного моменту від ведучого вала до веденого і є в даному випадку передає оберти на ведучу шестерню редуктора. Виготовляється із легованої конструкційної сталі марки 30ХГТ ГОСТ 4543-71, має досить високу пластичність, в’язкість, високу твердість, і вона може працювати під дією високих навантажень. Маса деталі становить 3.2 кг, габаритні розміри деталі складають 300 мм довжина, найбільший діаметр 150 мм.
Таблиця 1 Хімічний склад у % матеріалу 30ХГТ ГОСТ 4543-71
Таблиця 2 Механічні властивості Сталі 30ХГТ ГОСТ 4543-71
Температура критичних точок матеріалу 30ХГТ
Ас1=770, Ас3 (Асm)=825, Аr1=740
Таблиця 3 Характеристика матеріалу 30ХГТ ГОСТ 4543-71
Таблиця 4 Технологічні якості матеріалу Сталь 40Х ГОСТ 4543-71
Твердість матеріалу Сталь 40Х після відпуску НВ=248 При наплавленні сталі вуглецевий еквівалент використовують як показник здатності до наплавлення і якості наплавленого шару. Вуглецевий еквівалент для сталей становить:
Ce= C + Mn/6 + Si/24 + Тi/40 + Cr/5 + Mo/4 + V/14;
Обрахуємо вуглецевий еквівалент для матеріалу Сталь 40Х:
Ce = 0,24 + 0,8/6 + 0,17/24 + 0,3/40 + 1/5 =05879 %.
Отже, перед процесом наплавлення вала-шестерні потрібно підігріти до температури 200ОС – 250ОС для покращення процесу схоплювання між основним і наплавленим металом, а також для запобігання появи мікротріщин.
Висновок: На основі проведеного аналізу можна сказати, що в цілому деталь вал-шестерня досить технологічна. При виготовленні допускається використання високопродуктивних режимів різання (обробки). Дана деталь має добрі базові поверхні для первісної обробки і досить проста по конструкції, по конфігурації зовнішнього контуру шестерні, що позитивно впливає на отримання заготовки.
Лабораторная работа № 1 Расчет годового объема работ по ТО и Р и численности производственных рабочих Цель работы – изучить методику расчета циклового, годового, суточного объема работ по ТО, ТР и диагностическим работам, расчета численности производственно-необходимого и штатного количества рабочих автотранспортного предприятия. Порядок выполнения: 1. Расчет производственной программы 2. Выбор и корректирование нормативной периодичности и ресурсного пробега 3. Определение числа воздействий на один автомобиль за цикл 4. Определение числа технических обслуживаний на парк автомобилей за год 5. Определение числа диагностических воздействий на парк автомобилей за год 6. Определение суточной программы по техническому обслуживанию 7. Выбор и корректирование нормативных трудоемкостей 8. Годовой объем работ по ТО, ремонту и диагностированию 9. Распределение объема работ технического обслуживания и ремонта по производственным зонам и участкам 10. Годовой объем вспомогательных работ 11. Расчет численности производственных рабочих 12.
|