
Заточка фрез
Торцовые сборные фрезы, оснащенные вставными ножами, которые до установки в корпус обрабатываются по всем базовым поверхностям и передней поверхности. Все задние поверхности и фаску на передней поверхности затачивают в сборе. Для снижения биения режущих кромок заточка ведется по упорке, базирующейся по передней поверхности. Заточка ведется торцовой плоскостью чашечного круга. Заточка производится на универсальном или специальном заточном станке. Применяются следующие методы заточки: поэлементный (круговой и раздельный), контурный (профильный: круговой и раздельный) (рис. 5.7). При поэлементном методе заточки задних поверхностей режущие кромки фрезы (главные, вспомогательные, переходные дополнительные) затачиваются раздельно – вначале главные кромки на всех зубьях, азтем вспомогательные на всех зубьях. При контурном методе заточки все режущие кромки каждого зуба затачивают последовательно одна за другой за один рабочий ход. Деление для обработки следующего зуба соврешается после того, как шлифовальный круг сделает один или несколько рабочих ходов по всем режущим кромкам предыдущего зуба. Копирную контурную заточку (рис. 5.8., а) производят двухугловым дисковым шлифовальным кругом с радиусным переходом (
Рис. 5.7. Схема заточки фрез
Рис. 5.8. Схема контурной заточки торцовой фрезы: а - копирная заточка двуугловым дисковым кругом; б – бескопирная заточка чашечным кругом (1 – алмаз, 2 – шлифовальный круг, 3 – зуб фрезы) При бескопирной контурной заточке шлифовальный круг периодически поворачивается вокруг оси конуса переходной задней поверхности ножа на угол, равный Фрезы с острозаточенным зубом затачивают в следующей последовательности: вначале затачивают переднюю поверхность, затем шлифуют ленточку по наружной поверхности, после чего затачивают заднюю поверхность. В процессе эксплуатации инструмента переточку обычно ведут только по задней поверхности. Переднюю поверхность острозаточенных фрез с прямыми зубьями затачивают тарельчатым шлифовальным кругом. При переднем угле
где
Рис. 5.9. Схема установки шлифовального круга для затачивания передней поверхности: а – передний угол Если заточку ведут конической поверхностью, то смещение
где Шлифовальный круг при заточке передней поверхности фрезы устанавлиявают с помощью шаблона (рис. 5.9, в). Призму 1 прибора устанавливают на оправку фрезы, линейку 2, помещеннуюв пазу призмы, устанавливают в нулевое положение, затем линейку винтом смещают на величину При заточке фрез с винтовым зубом используют коническую поверхность круга, ось которого устанавливают под углом Величина смещения круга относительно оси инструмента в плоскости, перпендикулярной винтовой линии зуба по наружному диаметру фрезы,
где Установку рабочей поверхности шлифовального круга производят с помощью шаблона или приспособления, представленного на рис. 5.10.
Рис. 5.10. Прибор для установки шлифовального круга при затачивании передней поверхности винтового зуба Заточка передней поверхности производится при установке фрезы в делительных головках или в центрах с помощью упора, опирающегося о заднюю поверхность зуба. Переднюю поверхности инструмента можно затачивать без делительных приспоспособлений, так как ошибка в шаге при сохранении на ленточки на цилиндрической части не влияет на биение. Отклонение угла Задние поверхности зубьев фрез затачивают на универсально-заточном станке при установке фрезы в центрах или в специальной головке торцом чашечного шлифовального круга (рис. 5.11, а) или периферией плоского круга (рис. 5.11, б).
Рис. 5.11. Схема затачивания задней поверхности зуба чашечным (а) и плоским (б) кругом При заточке задней поверхности чашечным кругом режущая кромка смещается ниже оси фрезы, а при заточке периферией плоского шлифовального круга – ниже оси круга на величину
где Для уменьшения зоны контакта с затачиваемым инструментом и вероятности прижогов на торцовой поверхности чашечного круга производят поднутрение и оставляют ленточку шириной 2—3 мм, а ось шлифовальной головки разворачивают на 1—2° к направлению движения подачи. Для уменьшения опасности прижогов применяют чашечные круги, заправленные под двумя конусами. Образующую внутренней поверхности заправляют под утлом 30—35°, образующую наружной поверхности — под углом 15°. При работе оси круга разворачивают на 15°. При заточке задней поверхности периферией шлифовального круга задняя поверхность получается вогнутой. Это ослабляет зуб и повышает опасность прижога режущей кромки. Увеличение диаметра круга уменьшает величину вогнутости, но при этом возникает опасность подрезания соседнего зуба. Диаметр плоского шлифовального круга
где При заточке зубьев, расположенных под углом к оси фрезы (угловые фрезы и др.), стол заточного станка устанавливают под углом
При определении величины
При заточке по задней поверхности зубьев, расположенных на заборной конической части с углом в плане Цилиндрические фрезы с винтовым зубомзатачивают с помощью копира, закрепляемого на одной оправке с фрезой. Число канавок и угол наклона совпадают с затачиваемой фрезой. Кронштейн с упором крепят к шлифовальной головке станка. Жесткий конец упора скользит по канавкам копира и в результате осуществляется его поворот вместе с фрезой при продольном движении стола. Установку упора по высоте для обеспечения величины заднего угла при заточке фрез периферией или торцом шлифовального круга осуществляют с помощью штангенрейсмуса или специального приспособления. Заточка концевых фрез с винтовым зубомосуществляется способом жесткой (кинематической) или упорной (копировальной) заточки. При жесткой заточке движение шлифовального круга относительно инструмента создается кинематической цепью (набором шестерен, копиром), настроенной на определенный параметр винтового движения. При упругой заточке шлифовальный круг в своем относительном движении следует за поверхностью инструмента, прижимаясь к нему с определенной силой. Способ жесткой заточки применяют для точных инструментов с винтовым зубом (червячных, резьбовых фрез), а способ упругой заточки можно использовать для инструментов, где изменение параметров винтовой поверхности фрезы не влияет на геометрическую точность обработанной поверхности (например, цилиндрических, концевых и других фрез). При упругой заточке необходимо получить качественные режущие кромки инструмента без соблюдения параметров винтовой поверхности. При этом способе достигается совпадение шагов относительных винтовых движений шлифовального круга с затачиваемой поверхностью фрезы, поэтому снимаемый слой металла получается незначительным и равномерным, что обеспечивает повышение производительности заточки и позволяет избежать прижогов. Глубина шлифования при упругой заточке зависит от силы прижима поверхности инструмента к шлифовальному кругу и площади контакта, т.е. от давления. При заточке задней поверхности винтового зуба (рис. 5.12) шлифовальную головку поворачивают на угол
Рис. 5.12. Схема заточки задней поверхности винтовых зубьев концевой фрезы Полуавтомат мод. ВЗ-205ФЗ предназначен для заточки передних и задних поверхностей винтовых и торцовых зубьев концевых фрез диаметром 10—100 мм, выполнен на базе универсально-заточного станка мод. ВЗ-208ФЗ с числовым программным управлением и имеет защитный кожух для работы с обильным охлаждением. Для определения фактических окружных и осевых шагов винтовых зубьев полуавтомат оснащен специальным упором с контактным датчиком (рис. 5.13). Упор вводится в канавку между зубьями в сечении Выбор типа инструмента и затачиваемой поверхности, ввод геометрической и технологической информации происходят в диалоговом режиме. Поворот оси шлифовального круга относительно оси затачиваемого инструмента на угол При заточке передней поверхности винтового зуба конической стороной тарельчатого круга:
При заточке задней поверхности винтового зуба торцом чашечного круга:
Рис. 5.13. Схема измерения окружного и осевого шагов винтовых зубьев концевой фрезы на полуавтомате В3-205Ф3: а – положение сечений измерения; б – схема измерения шага и разворота фрезы при заточке передней поверхности (1 – контактный датчик; 2 – упор; 3 устройство с числовым программным управлением; 5 – затачиваемый зуб; 6 – измеряемый зуб) Фасонные фрезы с затылованным зубом затачиваются только по передней поверхности при базировании фрезы на оправку, установленную в центрах или в универсальной головке. Наибольшая точность фасонной фрезы достигается при делении в делительной головке. Фасонные фрезы с незатылованными зубьями и выпуклым профилем затачивают на специальных приспособлениях кинематическим построением или с использованием копира. Требуемый задний угол получают взаимным расположением упорки, зуба фрезы и круга. Фасонные фрезы с острозаточенными зубьями затачивают по задней поверхности с использованием нескольких схем (рис. 5.14). Заточка тороидальным кругом наиболее универсальна, поскольку позволяет обрабатывать фрезы как с выпуклым, так и с вогнутым профилем и обеспечивать заданные значения задних углов. Недостатком этой схемы является ограниченное число обрабатываемых зубьев фрезы при заданном заднем угле. Заточку коническим кругом применяют для фрез с выпуклым или пологим вогнутым профилем. Схема не создает ограничений по числу обрабатываемых зубьев и величине заднего угла. Заточка торцом круга пригодна для фрез с выпуклым профилем.
Рис. 5.14. Схема затачивания острозаточенных фрез потзадней поверхности шлифовальным кругом: а – тороидальным; б – коническим; в – работающим торцом (1 – круг; 2 – упор; 3 – фреза; 4 – копир; 5 - копирная линейка) Для упрощения проектирования копира целесообразно, чтобы зуб фрезы при заточке располагался в плоскости, параллельной плоскости копира, а необходимый задний угол обеспечивался за счет соответствующей установки шлифовального круга. На рис. 5.15 приведена схема приспособления для заточки зуба по радиусу. Заточка по радиусу производится при качании фрезы относительно торцовой плоскости шлифовального круга вокруг оси, совпадающей с центром радиуса закругления вершины зуба фрезы. Положение этой оси и величину радиуса качания можно регулировать. Образование задней поверхности осуществляется путем установки затачиваемого инструмента так, как указано выше. На столе 1 заточного станка смонтировано основание 2; установленная на нем плита 3 может получать качательные движения от рукоятки 4. Салазки 5 и 6 на поворотном столе имеют взаим-ноперпендикулярное перемещение от винтов 7 и 8. На салазках 6 закреплена стойка 9 с фасонной фрезой 10, поджимаемой центром 11. Положение зуба фиксируется пружинным упором 12, к которому подводится передняя поверхность зуба фрезы. Центр радиусного выпуклого контура должен совпадать с осью поворота плиты 3. Для быстрой установки служит упор 13, который при заточке отводят в сторону.
Рис. 5.15. Приспособление для заточки задней поверхности зуба фрезы по радиусу Заточка (шлифование) по копиру. Фасонные поверхности, состоящие из дугообразных, криволинейных участков и их сочетаний, иногда шлифуют с помощью копировальных приспособлений или на специальных копировальных станках. Копировальные приспособления могут быть разделены на две группы: приспособления, на которых копируются только выпуклые профили, и универсальные приспособления. Копиры к ним могут быть выполнены в масштабе 1:1 или в большем масштабе. При этом значительно повышается точность затачиваемого профиля фрезы. На рис. 5.16 представлена схема копировального приспособления для заточки фасонных фрез с копиром, соответствующим профилю фрезы. Копир 3 обкатывается относительно неподвижного пальца 6, причем зуб фрезы 1, установленной на стойке 2, осуществляет аналогичное обкатывание относительно периферии шлифовального круга 8 при продольном и поперечном перемещении с помощью крестового суппорта 5 и круговых движений относительно поворотного стола 4. Для получения профиля зуба, соответствующего профилю копира, необходимо расположить затачиваемый зуб так, чтобы его профиль совпадал с профилем копира, а режущая кромка затачиваемого зуба, образующая шлифовального круга и торец упора находился бы в одной полости. Положение зуба фрезы фиксируется упоркой 7.
Рис. 5.16. Затачивание задней поваерхности фасонной острозаточенной фрезы по копиру Профиль фрез, состоящий из вогнутых, выпуклых и прямолинейных участков, может быть получен на копировальном приспособлении, предназначенном для шлифования выпуклых профилей комбинированным способом по методу касания профильным кругом вогнутых участков и по методу обкатки по копиру выпуклых и прямолинейных участков. Заточка фасонных острозаточенных фрез по задней поверхности может производиться на станках Kreizberg (ФРГ) (рис. 5.16). Шпиндель 4 с абразивным кругом 6 вращается в опорах, расположенных на хоботе 9 станка, который имеет ось качания. Хобот со шпинделем уравновешивается грузом. На продольном столе 2 станка закрепляется копирная стойка 3 с плоским копиром. К контуру копира прижимается копирный палец 5, закрепленный на шпинделе
Рис. 5.17. Схема заточки фасонной острозаточенной фрезы на станке Kreizberg При поступательном перемещении стола 2 шлифовальный круг получает вертикальное перемещение от копира и образует соответствующий профиль на фрезе 1. Радиус копирного пальца 5 должен быть меньше минимального радиуса на копире. Периферия шлифовального круга заправляется по радиусу, равном радиусу на копирном пальце. Поворот фрезы на торцовый шаг осуществляется с помощью упора 7, закрепленного на кронштейне 8. Положение упора относительно оси фрезы определяется опусканием копира при вращении винта 10. На копировальных станках Kreizberg можно затачивать по передней поверхности затылованные фрезы с криволинейным дном впадины. Витебский завод заточных станков выпускает копировально-заточной полуавтомат мод. ВЗ-71 для заточки задней поверхности острозаточенных фрез с прямыми и винтовыми зубьями. Завод «Фрезер» для заточки канавочных фрез выпускает станки мод. МФ-88 и МФ-89. Для заточки фасонных острозаточенных фрез по копиру фирмы Hehtuder (Швейцария), Presiform (Франция) и другие выпускают заточные станки на «воздушной подушке». Характерной особенностью этих станков является возможность перемещения подвижной части станка, центровых стоек с затачиваемой фрезой и копиром на «воздушной подушке» по плоскости стола. Шлифовальный круг закреплен в шпиндельной бабке, жестко связанной со столом. Подвижная каретка имеет центровые стойки, для крепления затачиваемой фасонной фрезы. На нижней части каретки имеется паз, куда вставляют и крепят копир, профиль которого соответствует профилю затачиваемой фрезы. В процессе работы станка, т. е. при заточке фрезы, копир должен все время находиться в контакте с копирным пальцем, расположенным под кругом и имеющим радиус, равный радиусу тороидальной поверхности заправленного круга. Каретка может свободно передвигаться в любом направлении. Перемещение каретки по плоской поверхности стола осуществляют вручную. Для этого через клапан в нижней части каретки подается под давлением воздух, образуя «воздушную подушку», оказывающую разгружающее действие и частично уравновешивающую массу каретки фрезы, что в итоге облегчает перемещение каретки вручную. Свободное перемещение каретки с копиром и фрезой даст возможность затачивать крупные фасонные фрезы различного профиля с точностью 0,02—0,03 мм.
|
 мм), перемещающимся в двух направлениях: параллельно оси круга (равномерное прямолинейное движение) и перпендикулярно к оси круга (от копира) угол профиля шлифовального круга равен углу при вершине зуба фрезы.
мм), перемещающимся в двух направлениях: параллельно оси круга (равномерное прямолинейное движение) и перпендикулярно к оси круга (от копира) угол профиля шлифовального круга равен углу при вершине зуба фрезы.

 (
( - угол при вершине), и, останавливаясь в крайних положениях, обрабатывает главную и вспомогательную кромки (рис. 5.8, б).
- угол при вершине), и, останавливаясь в крайних положениях, обрабатывает главную и вспомогательную кромки (рис. 5.8, б). (рис. 5.9, а) торец шлифовального круга совпадает с плоскостью, проходящей через оси фрезы, а при
(рис. 5.9, а) торец шлифовального круга совпадает с плоскостью, проходящей через оси фрезы, а при  (рис. 5.9, б) передняя поверхность смещается на величину
(рис. 5.9, б) передняя поверхность смещается на величину ,
, - диаметр фрезы;
- диаметр фрезы;  - передний угол в торцовом сечении.
- передний угол в торцовом сечении.
 ; б -
; б -  ; в - установка круга с помощью шаблона
; в - установка круга с помощью шаблона ,
, - угол между торцовой плоскостью шлифовального круга и образующей конуса.
- угол между торцовой плоскостью шлифовального круга и образующей конуса. , после чего плоскость шлифовального круга совмещают с боковой плоскостью линейки.
, после чего плоскость шлифовального круга совмещают с боковой плоскостью линейки. к оси инструмента:
к оси инструмента:  где
где  - угол наклона винтовых зубьев.
- угол наклона винтовых зубьев.
 - передний угол в нормальном сечении;
- передний угол в нормальном сечении; 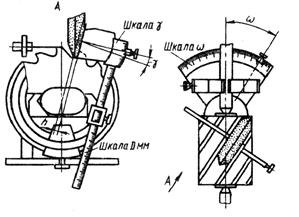
 .
.

 - задний угол.
- задний угол.
 - диаметр фрезы;
- диаметр фрезы;  - число зубьев фрезы.
- число зубьев фрезы. . Величина смещения
. Величина смещения  зависит от величины заднего угла
зависит от величины заднего угла  . Между углом
. Между углом 

 и задним углом
и задним углом  , с достаточной для практики точностью величина смещения упора
, с достаточной для практики точностью величина смещения упора 
 , определяемый зависимостью
, определяемый зависимостью  . Фрезу поворачивают вокруг своей оси на угол
. Фрезу поворачивают вокруг своей оси на угол  или смещают упорку на величину
или смещают упорку на величину  где
где 

 , фрезе придается медленное вращение. При касании каждого зуба с упором датчик дает сигнал в устройство числового программного управления. Фреза делает один оборот и автоматически останавливается в первой канавке. Стол с фрезой перемещается на величину
, фрезе придается медленное вращение. При касании каждого зуба с упором датчик дает сигнал в устройство числового программного управления. Фреза делает один оборот и автоматически останавливается в первой канавке. Стол с фрезой перемещается на величину  и упор в сечении
и упор в сечении  при медленном вращении фрезы фиксирует касание с передними поверхностями всех зубьев. Устройство числового программного управления рассчитывает, запоминает и выводит на дисплей значения среднего осевого и каждого из окружных шагов винтовых зубьев, которые затем используют в процессе заточки при задании осевого шага винтового движения и окружных шагов деления.
при медленном вращении фрезы фиксирует касание с передними поверхностями всех зубьев. Устройство числового программного управления рассчитывает, запоминает и выводит на дисплей значения среднего осевого и каждого из окружных шагов винтовых зубьев, которые затем используют в процессе заточки при задании осевого шага винтового движения и окружных шагов деления. относительно исходного положения, вертикальное смещение шлифовального круга производят автоматически по программе.
относительно исходного положения, вертикальное смещение шлифовального круга производят автоматически по программе.









