ОШИБКИ И НЕДОСТАТКИ В КУРСОВЫХ ПРОЕКТАХ 4 страница
Таблица 4 Основные отклонения диаметров резьбы 
Таблица 5 Допуски среднего диаметра резьбы (ГОСТ 24997 - 81)
| Номинальный
диаметр d,мм
|
Шаг Р, мм
| Наружная резьба
| Внутренняя резьба
| | св.
|
до
|
|
|
|
|
|
|
|
|
|
| б
|
|
|
| | Допуск, мкм
| | Td2
| TD2
| | 2,8
| 5,6
| 0,25
|
|
|
|
| (71)
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,35
|
|
|
|
|
| (106)
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,5
|
|
|
|
|
| (118)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,6
|
|
|
|
|
| (132)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,7
|
|
|
|
|
| (140)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,75
|
|
|
|
|
| (140)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 5,6
| 11.2
| 0,25
|
|
|
|
| (80)
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,35
|
|
|
|
|
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,5
|
|
|
|
|
| (132)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,75
|
|
|
|
|
| (160)
| —
| —
|
|
|
|
| —
| —
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 11,2
| 22,4
| 0,35
|
|
|
|
|
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,5
|
|
|
|
|
| (140)
| —
| —
|
|
|
|
| —
| —
| |
|
| 0,75
|
|
|
|
|
| (170)
| —
| —
|
|
|
|
| —
| —
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,75
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 22,4
|
| 0,5
|
|
|
|
|
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
| 0,75
|
|
|
|
|
| (180)
| —
| —
|
|
|
|
| —
| —
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 4,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 0,5
|
|
|
|
|
| —
| —
| —
|
|
|
| —
| —
| —
| | | | | | | | | | | | | | | | | | | | | (Продолжение таблицы 5)
| Номинальный
диаметр d,мм
|
ШагР, мм
| Наружная резьба
| Внутренняя резьба
| | св.
| до
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | Допуск, мкм
| | Td2
| TD2
| |
|
| 0,75
|
|
|
|
|
| —
| —
| —
|
|
|
| —
| —
| —
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50Э
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
| 5,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | |
Таблица 6 Размеры радиусов и канавок калибров для метрической резьбы
| Р
| b1max = 
| R1max=0,072P= 
| b2max= 
| r2max=0,144P= 
| 
| | 0,2
| 0.02
| 0,014
| 0,05
| 0,029
| 0,007
| | 0,25
| 0,03
| 0,018
| 0,06
| 0,036
| 0,009
| | 0.3
| 0.04
| 0,022
| 0,07
| 0,043
| 0,011
| | 0,35
| 0,04
| 0.025
| 0,09
| 0,050
| 0,012
| | 0,4
| 0,05
| 0,029
| 0,10
| 0,058
| 0,014
| | 0,45
| 0,06
| 0,032
| 0,11
| 0,065
| 0,016
| | 0.5
| 0,06
| 0,036
| 0,12
| 0,072
| 0,018
| | 0,6
| 0,07
| 0.043
| 0,15
| 0,086
| 0,022
| | 0,7
| 0,09
| 0,050
| 0,17
| 0,100
| 0,025
| | 0,75
| 0,09
| 0,054
| 0,19
| 0,110
| 0,027
| | 0,8
| 0.10
| 0,058
| 0,20
| 0,110
| 0,029
| |
| 0,12
| 0,072
| 0,25
| 0,140
| 0,036
| | 1,25
| 0.15
| 0.090
| 0,31
| 0,180
| 0,045
| | 1,5
| 0.19
| 0,108
| 0,37
| 0,210
| 0,054
| | 1,75
| 0,22
| 0,126
| 0,44
| 0,250
| 0,063
| |
| 0,25
| 0,144
| 0,50
| 0,290
| 0,072
| | 2.5
| 0.32
| 0,180
| 0,61
| 0,360
| 0,090
| |
| 0,40
| 0,217
| 0,75
| 0,430
| 0,108
| | 3,5
| 0,48
| 0,253
| 0,88
| 0,500
| 0,126
| |
| 0,50
| 0,288
| 1,00
| 0,580
| 0,144
| | 4,5
| 0,55
| 0,325
| 1,10
| 0,650
| 0,162
| |
| 0,60
| 0,361
| 1,25
| 0,720
| 0.180
| | 5,5
| 0,70
| 0,397
| 1,40
| 0.790
| 0,198
| |
| 0,80
| 0,433
| 1,50
| 0,860
| 0,217
|
Таблица 7 Допуски и расположение полей допусков резьбовых калибров
для метрической резьбы (мкм)
| Td2, TD2
|
TR
|
TPL
|
TCP
|
т
|
ZR
|
ZPL
| WGO
| WNG
| | Калибр-кольцо
| Калибр-пробка
| Калибр-кольцо
| Калибр-пробка
| | Св. 24 до 50
» 50» 80
» 80» 125
» 125» 200
» 200» 315
» 315 » 500
» 500» 710
» 710» 900
|
14 18
|
|
|
|
—4
—2
|
|
25,5
|
9,5
12,5
17,5
|
19,5
|
7,5
9,5
11,5
|
Припуски на стальные отливки Приложение 8
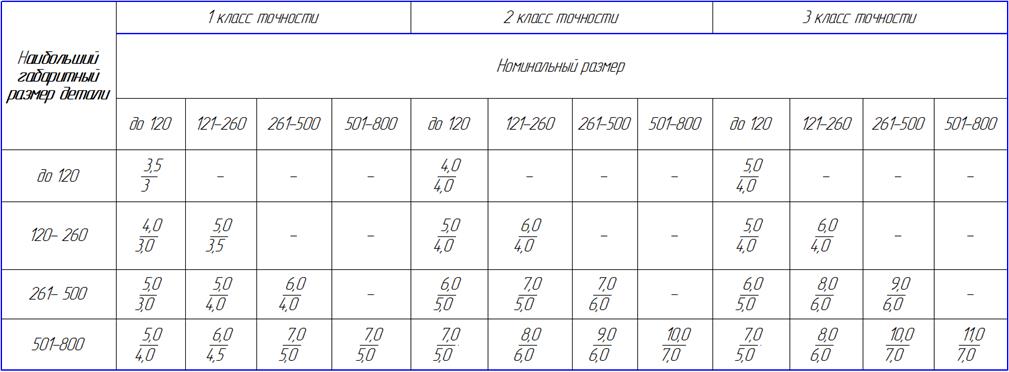
Приложение 9

Приложение 10
Приложение 11

Вычисление основной дактилоскопической формулы Вычислением основной дактоформулы обычно занимается следователь. Для этого все десять пальцев разбиваются на пять пар...
|

Расчетные и графические задания Равновесный объем - это объем, определяемый равенством спроса и предложения...
|

Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
|

Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
|
Задержки и неисправности пистолета Макарова 1.Что может произойти при стрельбе из пистолета, если загрязнятся пазы на рамке...
Вопрос. Отличие деятельности человека от поведения животных главные отличия деятельности человека от активности животных сводятся к следующему: 1...
Расчет концентрации титрованных растворов с помощью поправочного коэффициента При выполнении серийных анализов ГОСТ или ведомственная инструкция обычно предусматривают применение раствора заданной концентрации или заданного титра...
|
Виды и жанры театрализованных представлений
Проживание бронируется и оплачивается слушателями самостоятельно...
Что происходит при встрече с близнецовым пламенем
Если встреча с родственной душой может произойти достаточно спокойно – то встреча с близнецовым пламенем всегда подобна вспышке...
Реостаты и резисторы силовой цепи. Реостаты и резисторы силовой цепи.
Резисторы и реостаты предназначены для ограничения тока в электрических цепях. В зависимости от назначения различают пусковые...
|
|
