
Система координат станков с ЧПУ
В качестве единой системы координат для всех станков с ЧПУ принята стандартная правая система ГОСТ 28597-79, при которой оси X,Y,Z указывают положительные перемещения инструментов. Положительные направления движения заготовки относительно неподвижных частей станка указывают оси X',Y',Z', направленные противоположно осям X,Y,Z. Система координат станка является главной расчетной системой, в которой определяются предельные перемещения, начальные и текущие положения рабочих органов станка. У станков различных типов и моделей системы координат различают по разному, определяя при этом положительные начала координат (нуль станка М). Положение рабочих органов станка характеризует их базовые точки, выбираемые с учетом конструктивных особенностей отдельных управляемых по программе узлов станка. Так, базовыми служат точки: шпиндельного узла - точка N пересечения торца шпинделя с осью его вращения; для суппорта токарного станка с поворотной инструментальной головкой - центр поворота головки в плоскости, параллельной направляющим суппорта и проходящей через ось вращения шпинделя.
Расположение режущего инструмента на инструментальной головке токарного многооперационного станка
Десятипозиционная инструментальная головка многооперационного токарного станка модели 16К20ФЗС32 позволяет производить обработку сложных деталей, включая обработку наружных и внутренних поверхностей с одной установки. Однако инструмент и вспомогательная оснастка для обработки наружных и внутренних поверхностей имеют конструктивные особенности, которые необходимо учитывать при размещении инструмента на инструментальной головке. Для определения порядка безопасного и возможного размещения инструмента на головке предполагается определить координаты пересечения цилиндрических поверхностей, ограничивающих две условных объемных зоны. Первая зона, рис. 3.1 представляет собой сочетание объема заготовки и патрона с допустимо, на третью часть своей длины, выступающими кулачками (I); зона (II) представляет объем инструментальной головки с расположенной на ней оснасткой и инструментом. Принятая система координат имеет оси X и Z, совпадающие с осями координат станка, а ось Y добавляет систему до правой тройки по ГОСТ 23597-79. Нулевая точка системы совмещена с плавающим нулем ПН, который лежит в плоскости переднего торца заготовки. Записанное в этой системе уравнение наружной поверхности заготовки будет иметь вид:
где R - радиус заготовки; изменяется от нуля до - L; L- длина части заготовки до кулачков. Наружная поверхность условного объема патрона с выступающими кулачками может быть описана системой (3.2)
где Rк = Rn +lK/3 Zк изменяются от – L3 до - (L3 + hK + h n), Rn - радиус токарного патрона, lK- длина кулачка, hK - высота кулачка над плоскостью патрона, hn - высота патрона. Максимальный радиус заготовки R3= Rn + - lK; максимальная длина заготовки Ls=2,5*2*R3= 5(Rn - 2/3*lk). Уравнение наружной поверхности (3.3) второй условной зоны сначала записано в промежуточной системе координат x,y,z, ось z которой совмещена с осью вращения головки, а ноль системы совпадает с точкой исходного положения (ПИ). Принято, что вылет инструмента для обработки внутренних поверхностей по оси Z не превышает длины детали, а инструмент для обработки наружных поверхностей не выходит за пределы инструментальной головки.
где Rr - радиус головки, Zr изменяется от нуля до - L3 Формулы перехода от промежуточной к основной системе координат:
где Xип, Zип,- координаты исходного положения, а Zпн - значения плавающего нуля, Xип ³ R3 + R r, Уравнение (3.4) в основной системе координат:
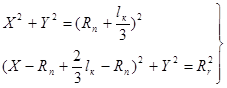
Для определения безопасной рабочей зоны сектора любого инструмента необходимо решить систему уравнений (см.(3.2) и (3.5)):
После преобразований:
Координаты точек пересечения окружностей при Rr = 200 мм, Rn = 125 мм, lк = 93 мм в сочетании с координатами центра инструментальной головки определяют сектор с углом 73 °. На десятипозиционной головке угол сектора каждого инструмента составляет лишь 36 °, поэтому инструмент для обработки наружных внутренних поверхностей может располагаться через пустую позицию, но не в соседних. Упомянутое обстоятельство позволяет разместить на десятипозиционной головке либо два инструмента для обработки внутренних поверхностей и четыре для наружных, либо три для внутренних и два для наружных.
|
 , (3.1)
, (3.1) , (3.2)
, (3.2) , (3.3)
, (3.3) , (3.4)
, (3.4) , (3.5)
, (3.5) , (3.6)
, (3.6)
 , (3.7)
, (3.7)


