МОНТАЖ КАБЕЛЬНЫХ МУФТ
Монтажу муфт непосред- Ш' ственно в земле предшествует подготовка" ямы (котлована), а при (устройстве кабельной вставки —траншеи с. двумя ямами.' Котлован должен иметь размеры для соединительных муфт не менее 2,5 X 1,5 м при напряжении силового кабеля до. 10 кВ. Глубина В:.: котлована определяется отметкой залегания кабеля в траншеей Щ;. Непосредственно под муфтой, выполняется приямок размерами* Щ^ОЛ X 0,7. глубиной • 0*3—0,4 м для работы под кабелем. При мон- Щ: таже соединительных муфт концы кабеля укладывают с запасом по обеим сторонам муфты Учитывая. ответственность выполнения монтажа кабельных муфт и то, что попадание влаги и грязи снижает их электрическую прочность и приводит к пробою в муфтах, особо важное значение имеет подготовка рабочего места и надежная защита его от попа- дзния влаги и пыли. С этой целью п^и монтаже муфт на открытом воздухе над месгом работы Устанавливается брезентовая палатка. Для подготовки материалов, требуемых при монтаже муфт, рядом устанавливается вторая Палатка. При монтаже муфт руки монтера-кабельщика и применяемый при монтаже инструмент должны быть чистыми. Процесс монтажа муфты после снятия оболочки кабеля должен произво диться непрерывно до окончания его и герметизации кабеля. Перед началом монтажа обязательно производится испытание на влажность бумажной изоляции к абеля, которая могла быть увлажнена из-за некачественной заделки его конца и иногда из- за дефектов в металлической оболоч Ке кабеля. Испытанию под- вергаются бумажные ленты как с внешних слоев изоляции жилы, так и с внутренних слоев, прилегающие непосредственно к жиле. Наличие влаги в изоляции кабеля Обнаруживается по легкому потрескиванию и выделению пены и3 лент бумажной изоляции при погружении их в нагретый до 15о°с парафин или кабельную прошпарочную массу типа МП-1. Пр „ обнаружении влаги испытание повторяют, отрезая участки кабеля с увлажненной изоля- ■ цией до полного исчезновения в ней в/^аги Ответственных операций монтажа муфт является заливка ее кабельной массой. Заливочные кабельные массы предназначены для повышение электрической прочности и герметичности кабельных муфт и поставляются запакованными в металлическую тару.. Как следует из Табл. 5.1, заливочные массы выбираются в зависимости от напряжения кабельной линии типа- кабельных муфт и температуры С£,еды, где устанавливаются муфты. Массы не допускают недог^ева или перегрева против установленной температуры заливки, а масса МБ-70 кроме того температуры окружающей среды ниж^ в процессе эксплуатации. Невыполнение данных условий ведет к образованию пустот и трещин внутри муфт после их залцВки. Разогревать кабельную массу можно в зависимости от.местных условий на жаровне или газовой горелке в стальной кастрюле с крышкой и носиком, или в специальном электрическом разог^евателе. При разогревании. заливочную массу периодически перевешивают чистой подогретой сухой ложкой. Закипевшая и подгоревшая масса для заливки муфты непригодна. Готовность массы к заливке определяется по показаниям термометра, а также по отсутствию на ее поверхности пузырьков и лены. Использование кабельной массы муфт требует: Перед заливкой Муфты ее металлические ■части подогреваются паяльной лампой или газовой горелкой до температуры 50-60 С, так как к холодному металлу масса плохо прилипает Масса заливается в несколько приемов . Закрытие крыше* и запаивание заливочных отверстий муфты производится только после остывания массы до температуры 35°С, когда рука уже не ощущает тепло прикосновения к муфте и масса не прилипает к ней. Места соединения и оконцевания кабелей с бумажной изоляцией напряжением выше 1000 В изолируют бумажными роликами и рулонами. Они изготовляются из кабельной бумаги шириной, от 5 до 50 мм (ролики) и от 55 до 300 мм (рулоны) и вместе с бобинами хлопчатобумажной пряжи герметически упаковываются в банки из белой жести, заполненные перед закупоркой масло - канифольной массой Для лужения мест соединения и оконцевания жил при помощи пайки, а также при пайке жил, оболочек и проводов заземлении применяют припои и флюсы. При лужении алюминиевых жил и оболочек кабелей и их пайки применяют припои марки А или ЦА-15. Для соединения меди с алюминием используют припои ЦО-12 с повышенным содержанием цинка. Пайку медных жил и пайку медных проводов заземления к стальной броне и свинцовой оболочке выполняют с помощью припоев ПОС-ЗО или ПОС-41) В качестве флюсов при пайке медных жил, свинцовых муфт и проводов заземления (к свинцовой оболочке и броне кабеля) в основном используют паяльную мазь, состоящую из канифоли, животного жира, нашатырного спирта и других компонентой
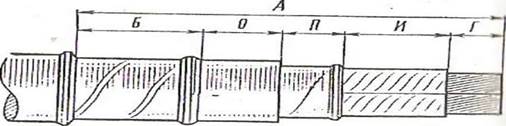
Разделка кабеля заключается в последовательном и ступеи чатом удалении с него защитных и изоляционных частей. Рал меры разделки определяются конструкцией муфты или воронки, напряжением кабеля, условиями присоединения кабеля и сечением €го жил. Общий вид готовой разделки конца трехжильного кабели с бумажной изоляцией для соединениями оконцевания показан на рис Перед разделкой конец кабеля тщательно распрямляют, на длине 1,5 м и на расстоянии А от конца кабеля накладывают поверх джутового покрова бандаж из 2—3 витков стальной оцинкованной проволоки (рис. а). Джутовый покров разматывают от конца кабеля до бандажа Б но не срезают Накладывают на броню второй проволочный бандаж на расстоянии Б от первого бандажа. Длина участка между первым и вторым бандажами 50—70 мм. На этом участке провода заземления присоединяют* к лентам брони. В чугунных муфтах, концевых воронках указанный участок брони используют для уп лотнения горловины муфты, а поэтому длина его в этих 1 случаях составляет 100—150 мм. , немного раскручивают его броню, чтобы несколько отдалить ее от оболочки. Надрезают ножовкой или бронерезкой броню у кромки второго бандажа (рис. 5.4, в) и удаляют броню (рис. 5.4, г). Раскручивают'и удаляют с оболочки кабельную пряжу (рис. 5.4, д) и бумажную прослойку, предварительно нагрев разделываемый конец кабеля паяльной лампой до 40—50°С. Освобожденную от бумаги оболочку кабеля протирают тряпкой, смоченной в бензине, чтобы удалить с ее поверхности битумный состав. Длина участка свинцовой или алюминиевой оболочки кабеля О (см. рис. 5.3) -составляют около 120 мм на кабеле со свинцовой оболочкой делают два кольцевых и два продольных надреза (см. рис. 5.4, е, ж). Расстояние между кольцевыми надрезами Я (см. рис. 5.3) должно быть 20 мм для кабелей до 1 кВ и 25 мм для кабелей на 6—10 кВ. Расстояние между продольными надрезами 10 мм. Оболочку надрезают на половину ее толщины специальными кабельными ножами типа НКА, НКС с выдвижным лезвием. Образовавшуюся между двумя: продольными надрезами полосу свинцовой оболочки удаляют, захватив ее плоскогубцами (см. рис. 5.4, з), Алюминиевую оболочку срезают ножом с режущими дисками. В этом случае продольных разрезов не делают, а после кольцевых надрезов производят спиральный надрез. Для этого нож устанавливают на оболочке кабеля, зажимают ее- между
призмой и режущим диском и вращательными движениями надрезают оболочку по спирали (рис. 5.4, /с), а затем удаляют с помощью плоскогубцев. Операции разделки кабеля завершаются удалением поясной бумажной изоляции, которую разматывают Рнс 55 фарфоровые распорные пластнньг от конца кабеля и обрывают (но не срезают ножом) на длине И+Г (см. рис. 5.3) до обреза свинцовой или алюминиевой: оболочки. Заполнители, расположенные между жилами кабеля, обрезают ножом вдоль жил в сторону не разделываемой части кабеля.
|