Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Вимоги екологічної безпеки щодо продуктів харчування та продукції сільськогосподарського виробництва.
Дата добавления: 2015-08-17; просмотров: 726
|
|
Взаимное расположение передних и задних поверхностей, а также главных и вспомогательных режущих кромок режущей части инструментов определяются при помощи углов, называемых геометрическими параметрами. Геометрические параметры, присущие режущим элементам различных инструментов, могут быть рассмотрены на примере проходного токарного резца (рис. 3). У токарных резцов различают: 1) углы в плане; 2) угол наклона главной режущей кромки; 3) основные углы резца и 4) вспомогательные углы резца. Для определения углов резца необходимо задаться координационными плоскостями. Такими плоскостями являются основная плоскость и плоскость резания. Основной плоскостью является плоскость параллельная продольной и поперечной подачам станка и проходящая через основание резца (см. рис. 1). Плоскостью резания является плоскость, проходящая через главную режущую кромку резца перпендикулярно основной плоскости.
Рассмотрим углы в плане и угол наклона главной режущей кромки, расположив режущую часть резца в пространственную прямоугольную систему координат с осями X, Y, Z. При этом геометрическую ось резца поместим параллельно оси Y, а нижняя опорная плоскость корпуса (основание резца) совмещена с горизонтальной (основной координатной) плоскостью XY. При этом ось вращения обрабатываемой заготовки должна быть параллельна оси X, арасстояния от этой оси и от точки 1 вершины резца до плоскости XY одинаковы. В этом случае принято говорить, что «резец установлен на высоте оси вращения заготовки». Предполагается так же, что при продольной обработке движение подачи s направлено вдоль оси Х для врезания главной режущей кромки в заготовку.
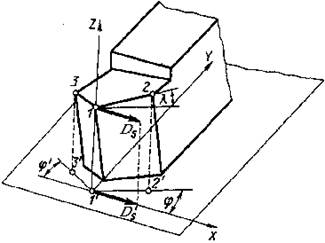
| Рис. 3. Угловые параметры, опреде-ляющие положение главной и вспомогательной режущей кромок: XY – основная плоскость |
Условно исходной точкой приложения подачи принимается вершина резца 1 (рис. 4).
|
| Рис. 4 Определение угла наклона главной режущей кромки |
Таким образом, согласно построению главным углом в плане j называется угол, измеряемый в горизонтальной плоскости между проекцией на нее вектора подачи и проекцией главной режущей кромки. Вспомогательным
На чертежах положение главной и вспомогательной режущих кромок определяется в координатной основной плоскости XY. Для этого главная и вспомогательная режущие кромки проецируются на эту плоскость. Проекцией главной режущей кромки является линия 1′-2′. Она образует с проекцией вектора подачи Ds угол j. Проекция вспомогательной режущей кромки 1′ – 3′ образует с линией проекции вектора подачи Ds угол j′. Углы j и j′ называются углами резца в плане. Вспомогательным углом в плане j′, называется угол, измеряемый в горизонтальной координатной плоскости между проекцией на нее вспомогательной режущей кромки и линией, на которой лежит вектор подачи.
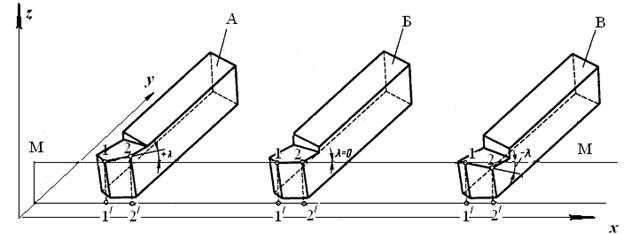
Главная режущая кромка может быть параллельна или наклонена под некоторым углом l к основной плоскости XY. При этом резцы своими нижними опорными плоскостями совмещены с плоскостью XY. Вершины резцов лежат на одной линии, параллельной оси XY. Резцы установлены так, что их главные режущие кромки лежат в плоскости, перпендикулярной плоскости XY.
Возможны три положения главной режущей кромки. У резца А вершина является самой низкой точкой главной режущей кромки. Главная режущая кромка образует в этом случае положительный угол l. У резца Б главная режущая кромка целиком лежит на линии М-М, в связи с чем угол l = 0. У резца В вершина является наивысшей точкой главной режущей кромки, а сама главная режущая кромка лежит под линией М-М, образуя с ней отрицательный угол l.
Углы j и l однозначно определяют положение в пространстве главной режущей кромки. В свою очередь, она, как линия, принадлежащая передней и главной задней поверхностям, определяет их положение в пространстве. Однако, чтобы полностью задать положение передней и главной задней поверхностей, необходимо для каждой из них задать еще по одному угловому параметру. Для передней поверхности – это передний угол g, а для главной задней поверхности – главный задний угол a.
Для того чтобы можно было измерить эти углы вводят дополнительно секущую плоскость – главную секущую плоскость А–А (рис. 5). Главная секущая плоскость – это плоскость перпендикулярная проекции главной режущей кромки на основную плоскость XY.
Передний угол g измеряется в главной секущей плоскости между линиями пресечения ее с передней поверхностью и горизонтальной основной плоскостью. Он может быть положительным, равным нулю или отрицательным.
Главный задний угол a измеряется в главной секущей плоскости между линиями пересечения ее с главной задней поверхностью и вертикальной плоскостью резания. Положение передней поверхности относительно главной задней поверхности определяет форму клина режущей части и характеризуется углом b (угол заострения). Он измеряется в главной секущей плоскости между линиями пересечения ее с передней и главной задней поверхностями. Таким образом a+ b ± g =90°. Сумма углов a + b = d называется углом резания d = 90 ± g .
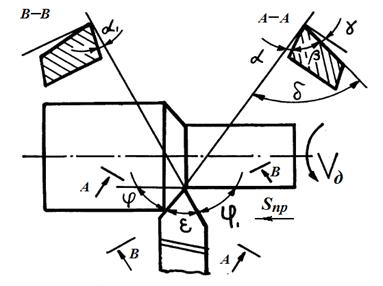
| Рис. 5. Углы резца в главной и вспомогательной секущих плоскостях |
Положение передней поверхности и угол j', однозначно определяют положение вспомогательной режущей кромки. Для полного определения положения вспомогательной задней поверхности используют вспомогательный задний угол a1. Его измеряют в сечении режущей части резца вспомогательной секущей плоскостью В–В (см. рис. 5). Она перпендикулярна проекции вспомогательной режущей кромки на основную плоскость XY. Вспомогательный задний угол a1 измеряется во вспомогательной секущей плоскости между линиями пересечения ее вспомогательной задней поверхностью и вертикальной плоскостью.
Величина переднего угла g оказывает существенное влияние на процесс стружкообразования. Величина угла g колеблется в широких пределах от +25 до –10° .
Чем больше величина угла заострения b, тем прочнее режущая часть инструмента и тем лучше условия отвода тепла от режущего лезвия.
Главный задний угол a необходим для уменьшения трения между обрабатываемой деталью и резцом. Обычно угол a принимается в пределах 6-12°.
Главный угол в плане j, в зависимости от условий обработки принимается равным от 10…90°. Наиболее часто используют резцы с углом j=45°. Чем меньше угол j тем более чистой получается поверхность. Но с уменьшением угла j увеличивается отжим резца от заготовки, снижается точность обработки, и могут возникнуть вибрации. Вспомогательный угол в плане j1 оказывает большое влияние на чистоту обработанной поверхности и в зависимости от условий обработки выбирается от 0 до 30°.
Величина углов в плане j и j´ определяет значение угла при вершине резца ε. Этот угол определяется между проекциями главной и вспомогательной режущих кромок на основную плоскость
j + j´+ ε = 180°.
Чем больше этот угол, тем лучше условия отвода тепла от режущих кромок, тем больше стойкость резца.
Угол l влияет на массивность головки резца и направление схода стружки. При нулевом или положительном значении угла l стружка сходит в направлении, обратном подаче и при этом наматывается на заготовку и царапает обработанную поверхность. Но положительное значение l делает головку резца массивнее и более стойкой, а потому при обдирочных работах, когда не предъявляется высоких требований к качеству обработанной поверхности, рекомендуется положительное значение l (до +5).
У резцов с отрицательными значениями угла l направления схода стружки обратные, т. е. от обработанной поверхности к обрабатываемой, но при этом ослабляется головка резца. Поэтому резцы с отрицательными значениями угла l применяются при чистовой обработке.
| <== предыдущая лекция | | | следующая лекция ==> |
| Н.п. Вимоги екологічної безпеки до інших небезпечних видів діяльності | | | Екологічні вимоги щодо використання атомної енергії та забезпечення раціональної безпеки. |