Принципы модульного построения и унификация оборудования ГПС
В создании ГПС широко используется агрегатно-модульный принцип построения отдельных элементов, компонентов и системы в целом, который обеспечивает: переход к типовому проектированию, сокращающему объем и сроки разработки конструкторской документации; увеличение гибкости при построении систем в целом, наиболее полно и эффективно решающих конкретные технологические и производственные задачи; сокращение сроков создания ГПС благодаря пуску в производство унифицированных компонентов параллельно с разработкой конструкторской документации; снижение стоимости изготовления ГПС вследствие серийного изготовления унифицированных элементов на специализированных предприятиях; возможность создания ГПС силами заводов-потребителей и расширение масштабов работы по автоматизации машиностроения за счет сборки и монтажа ГПС из типовых модулей, поставляемых специализированными заводами; повышение надежности ГПС в связи с использованием типовых апробированных элементов и модулей. Агрегатно-модульный принцип построения используют при создании основного технологического оборудования, промышленных роботов и других элементов оборудования ГПС. Для технологического оборудования, в частности металлорежущих станков, существуют некоторые унифицированные элементы, управляемые от систем ЧПУ. Столы прямолинейного и кругового перемещения — элементы, выполняющие взаимное пространственное перемещение инструмента и обрабатываемой детали. К столам прямолинейного перемещения относятся крестовые (ход продольный 500, поперечный 400 мм), продольные (ход 1000, 2000 и 3000 мм) и поперечные (ход 500 мм), обеспечивающие точность позиционирования ±0,02 мм и выше. В эту группу унифицированных элементов включаются и крестово-поворотные столы, продольный ход которых 500 мм, а по дуге — 30°. Поворотные столы обеспечивают круговое перемещение в горизонтальной, вертикальной и наклонных плоскостях. Диаметры планшайбы 400 и 630 мм, точность позиционирования ±10 с. Угол наклона наклонно-поворотных столов 15...20°. Шпиндельные бабки — элементы, обеспечивающие требуемые скорость и силу резания. Существуют унифицированные стойки с горизонтальным и вертикальным расположением шпиндельной бабки. Ход головки 400 и 800 мм, мощность привода шпинделя 6, 10 кВт. Унифицированы и некоторые другие дополнительные элементы. Например, барабанный магазин автоматической смены инструмента на 24 позиции обеспечивает смену инструмента в шпинделе станка за 6 с. Агрегатные станки с ЧПУ — станки, построенные из унифицированных элементов с программным управлением и оснащенные системами ЧПУ. Различные компоновки агрегатных станков широко используются при создании ГПС механической обработки. Принципы модульного построения применяют при создании систем агрегатного построения промышленных роботов на базе одной принципиальной компоновочной схемы. Например, портальные автоматические манипуляторы «ПИРИН» (НРБ), предназначенные для установки-снятия деталей типа «тела вращения» при обслуживании металлорежущих станков, выпускают в двух исполнениях: не переналаживаемые (автооператоры) и с системой программного управления (роботы). При этом меняется только система управления. Механические руки робота изготавливают в двух конструктивных исполнениях: с механизмом ротации захватного устройства и без него. Благодаря механической системе манипулятора можно комплектовать 55 модификаций, различающихся формой и размерами несущего портала, числом рук, их взаимным расположением и ходами, наличием механизма качания рук и ротации захватного устройства. На базе портального манипулятора создана модификация консольных манипуляторов с перемещением каретки по консольной траверсе, закрепляемой на станине станка. Технические данные манипуляторов семейства «ПИРИН» следующие: грузоподъемность на одной руке 40 кг, погрешность позиционирования ±0,25 мм, скорость перемещения каретки по монорельсу 0,08...0,15 м/с (бесступенчатое регулирование) и 0,3...0,6 м/с, скорость продольного перемещения руки 0,2...0,6 м/с, ротация захватного устройства ±1800. В модификации манипуляторов «ПИРИН» предусмотрены исполнения, обеспечивающие обслуживание одного или двух станков правого или левого расположения со снятием заготовок с подводящего транспортера или с приспособления (стола). Модульный принцип и унификация широко распространены и в системах управления ГПС. Системы управления ГПС любой сложности можно комплектовать, используя ЭВМ серии ЕС ЭВМ, СМ, унифицированные системы ЧПУ станками и ПР, множество унифицированных периферийных устройств вычислительной техники. Станкостроители нашей страны начали поставлять предприятиям отрасли различные ГПМ механической обработки деталей типа «тела вращения». Для обработки деталей из штучных заготовок с зажимом в механизированном патроне и поджимом при необходимости центром задней бабки можно использовать ГПМ на базе станка 16К20ФЗ. Гибкие производственные модули 16К20ФЗРМ132 и 16К20ФЗРМ232, изготавливаемые на базе патронно-центрового станка 16К20ФЗС32, оснащены шестипозиционной автоматической инструментальной головкой и автоматизированной задней бабкой.
Рис. 1.3. Компоновка ГПМ па базе токарного станка 16К20ФЗ с ПР пристраиваемого типа М10П.62.01:
1 — станок; 2 — промышленный робот; 3 — тактовый стол
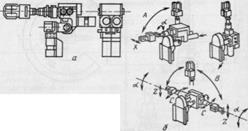
Рис. 1.5. Промышленный робот МЮП.62.0! (а) и схема его перемещения по координатным осям (6)
Рис. 1.4. Компоновка ГПМ на базе токарного станка 16К20ФЗ с ПР напольного типа М20П.40.01: 1 —станок; 2 — промышленным робот: 3— тактовым стол ГПМ, базовой моделью которых является патронный станок 16К20ФЗС32 с десятипозиционной автоматической инструментальной головкой без задней бабки, обозначаются 16К20РФЗРМ132 и 16К20РФЗРМ232. В состав ГПМ 16К20ФЗРМ132 и 16К20РФЗРМ132 входит промышленный робот М10П.62.01 пристраиваемого типа (рис. 1.3), а в состав ГПМ 16К20ФЗРМ232 и 16К20РФЗРМ232 — промышленный робот М20П.40.01 напольного типа (рис. 1.4). Схемы перемещений роботов по координатным осям показаны на рисунках 1.5, 1.6, а их техническая характеристика приведена в таблице 1.9. Все ГПМ комплектуются УЧПУ «2Р22» (для управления станком) и «Контур I» (для управления роботом). Каждый ПР снабжен поворотным блоком: робот М10П.62.01 — блоком типа «В», имеющим четыре фиксированных положения—90°, 0°, 90°, 180°; робот М20П.40.01 — блоком типа «Г» с диапазоном поворота от 0 до 270° и шагом фиксации через 1,5° (допускается замена на поворотный блок типа «Б», размер Р*2по рис. 1.6). Оба поворотных блока позволяют обрабатывать детали на ГПМ с одной стороны или за два постанова с переворотом детали на 180°. Робот М10П.62.01 укомплектовывается схватами COI, С06, СО7, С08, робот М20П.40.01 — схватами СО2 и COS (рис. 1.7). Технические характеристики схватов приведены в таблицах 1.10...1.12. Схваты ПР различаются по грузоподъемности, диапазону захвата заготовок, компоновке. Диапазон захвата разбит на два интервала, перекрывающие один другой. При переходе с интервала на интервал требуется небольшая переналадка, что следует учитывать при выборе номенклатуры деталей, обрабатываемых на одном комплексе. При подборе деталей по массе необходимо помнить, что на грузоподъемность схвата влияет положение центра массы детали относительно губок.
Рис. 1.6. Промышленный робот М20П.40.01 (а) и схема его перемещения по координатным осям (б) В зависимости от конкретных условий загрузка и выгрузка обрабатываемых на ГПМ детален может проводиться с поддонов, стеллажей или тактового стола (ТС) (рис. 1.8). Конкретно вариант компоновки ГПМ разрабатывается при проектировании ГАУ для определенного предприятия с учетом технологии обработки группы деталей и общей планировки участка. При технологической подготовке к внедрению ГП.Ч необходимо определить номенклатуру деталей.
|