
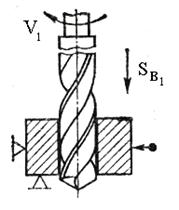
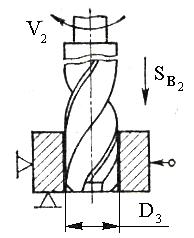
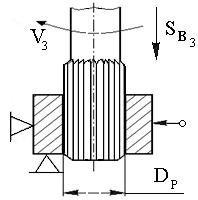
Схема сверлильных операций
Окончание табл. 1.11
Обозначения в табл. 1.11: V 1, V 2, V 3 – скорости вращения сверла зенкера и развертки; Суммарное оперативное время по трем операциям рассчитывается по формуле 1.119
2 вариант – технологическая операция с последовательной концентрацией технологических переходов (операций). На одной технологической операции последовательно выполняется несколько технологических переходов. Основные составляющие оперативного времени Т п последовательно концентрированной технологической операции с учетом вспомогательного времени, связанного с технологическим переходом на смену инструмента Т всп определяется по формуле (1.120):
где Т всп – вспомогательное время на смену инструмента на j -ом технологическом переходе, j = 1– m – число технологических переходов на операции. Например, концентрированная сверлильная операция выполняется с теми же технологическими переходами, что и в I варианте (табл. 1.12). Таблица 1.12
|
 SВ 1
SВ 1





 )
)


 )
)


 )
)
 ,
,  ,
,  – их подачи; D св, D з, D пр – диаметры сверла, зенкера и развертки:
– их подачи; D св, D з, D пр – диаметры сверла, зенкера и развертки:  ,
,  – значки базирующих и зажимных элементов приспособления.
– значки базирующих и зажимных элементов приспособления. (1.119)
(1.119) (1.120)
(1.120) – основное время, выполняемое на j -ом технологическом переходе,
– основное время, выполняемое на j -ом технологическом переходе,


