
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Особое место среди организационно-технологических методов занимают статистические методы управления качеством. Кратко рассмотрим концепцию статистического управления качеством и некоторые наиболее распространенные методы статистического анализа и управления качеством. Статистическое регулирование качества результата процесса обеспечивается путем воздействия непосредственно на процесс (рис. Для нормального распределения, представленного на рис.
Рис. 4.15. Упрощенная схема статистического регулирования качества
Таблица 4.2
В ней величина м =
(4-1)
D — дисперсия случайного параметра процесса. Как следует из приведенной таблицы, в диапазоне значений параметра процесса, равном Следовательно, если определить требования к процессу таки- ми, чтобы разброс результирующих параметров не превышал
134 делы диапазона
Рис. 4.16. Нормальное распределение параметра П
Требования к диапазону допустимых значений разброса резуль- тирующего параметра процесса назовем «требованием к процес- су» и обозначим данный диапазон Т. Таким образом, для обеспечения качества стабильность процес- са должна быть такой, чтобы возможные отклонения параметра от своего номинального значения не превышали требуемых тех- нической документацией значений. Проанализируем возможно- сти процесса. На
Рис. 4.17. Базовая концепция
где:
В — возможности процесса. Как следует из рис. 4.17,
На На рис. 4.20 представлена ситуация, когда процесс возможен и может быть реализовано статистическое регулирование его ка- чества, т.е. Очевидно, чем больше величина индекса возможности процес- са, тем выше его уровень качества и более эффективно статисти- ческое регулирование такого процесса. На рис.
136
|

 связь между заданным диапазоном отклонения, параметром и ча-
связь между заданным диапазоном отклонения, параметром и ча-
 попадания и непопадания в данный диапазон приведена в табл. 4.2.
попадания и непопадания в данный диапазон приведена в табл. 4.2.
 Связь между заданным диапазоном отклонения параметра и частотой попадания и непопадания параметра в данный диапазон
Связь между заданным диапазоном отклонения параметра и частотой попадания и непопадания параметра в данный диапазон




 — номинальное значение параметра процесса, а ст — среднее
— номинальное значение параметра процесса, а ст — среднее  отклонение, определяе- мое для нормального распределения по формуле
отклонение, определяе- мое для нормального распределения по формуле текущее значение случайного параметра процесса;
текущее значение случайного параметра процесса; находятся 99,994% возмож- ных значений данного параметра.
находятся 99,994% возмож- ных значений данного параметра. то выход любого, взятого наугад данного параметра за пре-
то выход любого, взятого наугад данного параметра за пре- возможен с незначительной вероятностью, равной 0,06, т.е. маловероятен. Указанные требования могут быть отражены в технической документации на процесс.
возможен с незначительной вероятностью, равной 0,06, т.е. маловероятен. Указанные требования могут быть отражены в технической документации на процесс.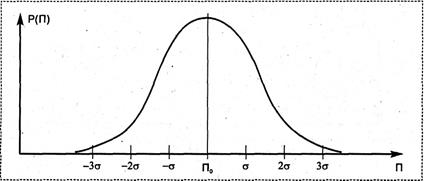

 представлена базовая концепция.
представлена базовая концепция.



 — индекс возможностей процесса; Т — требование к процессу;
— индекс возможностей процесса; Т — требование к процессу; Далее, на рис. 4.18, представлена ситуация, когда процесс невозможен (не может быть обеспечено требуемое качество), т.е. когда
Далее, на рис. 4.18, представлена ситуация, когда процесс невозможен (не может быть обеспечено требуемое качество), т.е. когда 

 4.18. Процесс невозможен
4.18. Процесс невозможен 4.19 представлена ситуация, когда процесс на грани возможного, т.е. когда
4.19 представлена ситуация, когда процесс на грани возможного, т.е. когда  При этом, несмотря на то что про- цесс при благоприятных условиях может обеспечить заданное ка- чество, его статистическое регулирование невозможно.
При этом, несмотря на то что про- цесс при благоприятных условиях может обеспечить заданное ка- чество, его статистическое регулирование невозможно.
 приведена схема статистического управления ка- чеством процесса. Нижняя плоскость фактически представляет собой карту статистического регулирования качества процесса. На рис. 4.22 приведена широко применяемая на практике конт-
приведена схема статистического управления ка- чеством процесса. Нижняя плоскость фактически представляет собой карту статистического регулирования качества процесса. На рис. 4.22 приведена широко применяемая на практике конт-


