Тема: Организация производственного процесса на предприятии (занятие 2).
План занятия: 1. Опрос 2. Лекция 60 минут 2.1. Технико-экономическая характеристика типов производств 2.2. Структура производственного цикла 2.3. Расчет и анализ производственного цикла простого процесса 3. Повторение, закрепление, задание на дом 5-7 минут 1. Организация производственных процессов, выбор методов подготовки, планирования и контроля производства во многом определяется типом производства на предприятии. Тип производства - классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции (Гост 14 00 4-83). Различают три основных типа производства: единичное, серийное и массовое. Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается (например, кранцы особо крупных размеров на спец. заказ). В серийном производстве изделия изготавливаются периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепление операций различают мелкосерийные, среднесерийные (серийные) и крупносерийные производства. Коэффициент закрепления операций: Rзо = iт.о. / Wpм, где: iт.o. - число технологических операций, Wpм - число рабочих мест. Коэффициент закрепления операций зависит от трудоемкости операций, форда времени, работы оборудования. Для мелкосерийного производства Rзо = 21 /40 Для серийного производства Rзо = 11 / 20 Для крупносерийного производства Rзо =1/10 Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. На большинстве рабочих мест выполняется одна постоянно повторяющаяся операция (Rзо = 1). К самостоятельному типу следует отнести опытное производство. Его цель - производство образцов партий или серий для проведения НИИР и ОКР. Предприятия НПП также как шинные заводы, заводы РТИ, заводы асбестово-технических изделий не имеют одного какого-то определенного типа производства. В одном цехе или в разных цехах одного предприятия встречаются разные типы процессов. Тип производства решающим образом влияет на эффективность использования ресурсов предприятия.
2. Структура производственного цикла. Производственным циклом (Тп) называется интервал календарного времени от начала до конца технологического процесса независимо от числа одновременно изготавливаемых деталей или изделий. Время выполнения одной операции, в течение которого изготавливается одна деталь, партия одинаковых или несколько различных деталей называется операционным циклом (То). Производственный цикл простого процесса начинается с запуска в производство заготовки или исходного материала и заканчивается выпуском готовой детали с последней операции. Производственный цикл сложного процесса - совокупность простых процессов. Производственный цикл включает время выполнения технологических (t), контрольных (tк), транспортных (tт), и складских (tc) операций, естественных процессов (Те) и время перерывов (Тпер.), т.е. Тп = f (t tk tт tc Тпер Те). При организации производственного процесса учитываются регламентированные перерывы, возникающие между рабочими сменами и внутри их. Внутри-сменные перерывы возникают при обработке деталей партиями из-за их пролёживания в ожидании обработки всей партии перед ее транспортировкой на следующую операцию (перерывы партионности); при несовмещенном времени обработки на одном и том же станке возникают перерывы ожидания. Междусменные перерывы вызываются принятым на предприятии режимом работы, который предопределяет количество рабочих дней в году, число рабочих смен в сутки, продолжительность смены. Производственный цикл является важным показателем эффективности производства. По нормативной величине производственного цикла устанавливается норматив незавершенного производства. 3. Расчет производственного цикла простого процесса. Если технологический прогресс построен по принципу дифференциации операций, то каждая операция выполняется на соответствующем ей рабочем месте, между которыми осуществляется транспортировка предметов труда. Технологический цикл обработки одного предмета труда Т.о. можно представить как:
i - число операций в технологическом процессе. В технологическом процессе, где на одном оборудовании выполняется несколько операций и в технологический цикл включена операция с максимальным операционном числом Toi, тогда: Тт = Тт1 + Тт2 где: Тт1 = max (Toi) - технологический цикл операций, выполняемых на агр. станке; Тт2 - цикл операций выполняемых дифференцированно (Тт2 = ΣToi). При изготовлении партии одинаковых предметов труда может использоваться один из видов движения предметов труда по операциям: последовательный, параллельно-последовательный и параллельный. Сущность последовательного вида движения состоит в том, что каждая последующая операция начинается после окончания изготовления всей партии предметов труда на предыдущей операции. При этом технологический цикл изготовления партии n на U операциях выглядит:
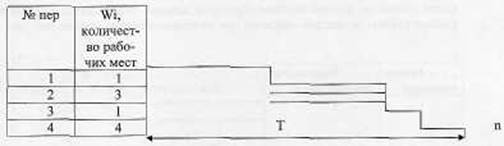
Если на одной или нескольких операциях работа производится одновременно на нескольких местах Wi, то
|
 где: ti - норма времени на t-ю операцию;
где: ti - норма времени на t-ю операцию;