Накатывание резьбы
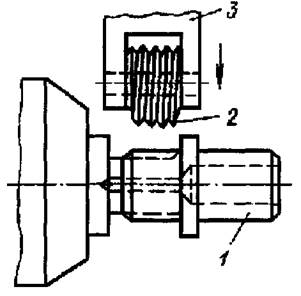
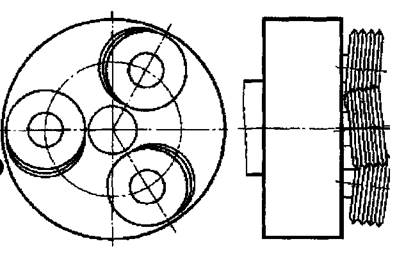
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5-25 мм одним роликом (рисунок слева). Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2. При этом необходимо следить завеличиной деформации заготовки под действием односторонней радиальной силы. Накатывание резьбы диаметром до 50 мм происходит в более благоприятных условиях при применении резьбонакатных головок (рисунок справа) с тремя и более роликами.
Головки могут быть самораскрывающимися и нераскрывающимися. Ролики устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где z - число роликов в комплекте. Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается уплотненной и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы. Резьбы можно накатывать на деталях из различных материалов. Материал считается пригодным для накатывания резьбы, если
поверхности раскатники (рисунок слева). Раскатник имеет заборную часть с конической резьбой длиной Ы=ЗР для глухих и L=(10-20)P для сквозных отверстий. Калибрующая часть выполнена с цилиндрической резьбой длиной L2=(5-8)P. По всей рабочей части раскатника выполняется огранка w=0,2-0,6 мм для уменьшения сил трения при обработке резьбы. В процессе работы раскатник вращается относительно детали при принудительной подаче вдоль оси. Трапецеидальные резьбы нашли широкое применение в современной технике, как правило, в качестве силовых ходовых резьб. Из-за особенности формы их профиля они значительно более трудоемки в изготовлении, чем треугольные. Одним из наиболее современных и перспективных способов получения резьб является резьбонакатывание. Известно, что у накатанных резьб по сравнению с резьбами, полученными обработкой резанием, предел прочности при растяжении увеличивается на 10...30%, сопротивление износу на 20...30%, усталостная прочность на 50...70% и более [3], что ^собенно важно для силовых ходовых резьб. Однако, для получения трапецеидальных резьб накатывание нашло ограниченное применение из-за не всегда достаточной стойкости резьбонакатного инструмента. Одной из основных причин преждевременного выхода из строя инструмента для накатывания резьб с осевой подачей (роликов аксиальных резьбонакатных головок и бесстружечных метчиков) является неравномерность нагружения витков заборной части. Существующие в настоящее время методики профилирования образующей заборной части по прямой, параболе, арифметической прогрессии и т. п., не обеспечивают равномерного нагружения всех витков, что приводит к преждевременному износу или разрушению наиболее нагруженного витка. Поскольку величина контактных напряжений пропорциональна мгновенной площади пятна контакта инструмента и заготовки (МПК), наиболее рациональной представляется заборная часть резьбонакатного инструмента,
обеспечивающая кинематическую адаптацию МПК, т. е. равномерность ее распределения по всем виткам заборной части. Аналитическое определение величины МПК требует решения задачи о пересечении двух тел в пространстве, предполагающей вычисление двойного интеграла и решение системы дифференциальных уравнений, что в общем случае возможно только с помощью численных методов, отличающихся низкой точностью и надежностью результатов. Для треугольных резьб наиболее рациональным способом вычисления МПК является методика [2], основанная на расчете МПК через площадь ее проекции на основание усеченного конуса, образующего половину витка заборной части инструмента. Витки заборной части инструмента для накатывания трапецеидальных резьб имеют более сложную форму, так как, чтобы облегчить внедрение витков инструмента в заготовку и избежать возникновения застойных зон, витки заборной части инструмента для накатывания трапецеидальных резьб выполняются с закругленными вершинами. МПК таких, сложных по форме витков заборной части, может быть рассчитана с помощью их аппроксимации множеством усеченных конусов, имеющих разный угол основания (кусочно-линейная аппроксимация) [1]. Погрешность данной методики, в большинстве случаев, не превышает 5%. Статистический анализ износа роликов, применяемых на ОАО "Муроммашзавод" для накатывания наружной резьбы Тр18х4 аксиальной резьбонакатной головкой ВНГН на токарно-винторезном станке (рис. 1), показывает, что износ витков заборной части резьбонакатных роликов пропорционален их МПК, рассчитанной по предлагаемой методике, подтверждая правомерность изложенных выше предположений. % изношенных sr, мм2
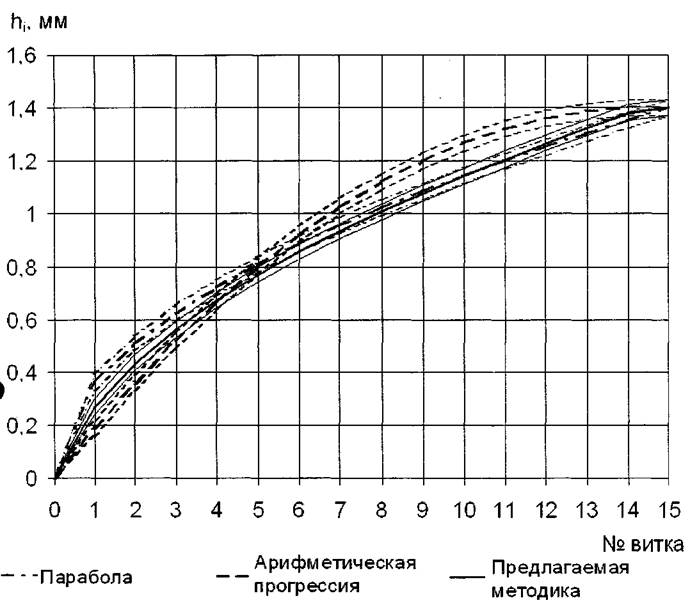
Рис. 1 Статистика износа витков заборной части роликов для накатывания резьбы Тр18х4. Рис. 2. Профили заборной части роликов для накатывания резьбы Тр18х4. На рис. 2 приведены профили заборной части роликов для накатывания резьбы Тр18х4, построенные по параболе, арифметической прогрессии и предлагаемой методике, основанной на кинематической адаптации МПК, (с учетом поля допуска на изготовление, равного ± 0,03 мм). Сравнение профилей показывает, что профиль, построенный исходя из кинематической адаптации МПК, существенно отличается от профиля, построенного по арифметической прогрессии и более близок к параболическому профилю (за исключением начального участка), что свидетельствует о том, что в некоторых случаях рациональный профиль заборной части может быть с определенной степенью точности аппроксимирован параболой или отрезками парабол. Профилирование заборной части роликов для накатывания трапецеидальной резьбы исходя из кинематической адаптации МПК позволяет повысить их стойкость в 1,5...2 раза. Предлагаемая методика может применяться для профилирования любого инструмента для накатывания трапецеидальных резьб, например бесстружечных метчиков. Повышенная стойкость разработанного инструмента делает экономически целесообразным накатывание трапецеидальных резьб на заготовках из труднообрабатываемых и предварительно упрочненных материалов, что особенно важно для тяжелонагруженных ходовых резьб. Исследования проводились при поддержке гранта Минобразования РФ. Резьбонакатывание является одним из наиболее прогрессивных способов изготовления резьб. Оно обеспечивает высокую производительность и качество обработки. Однако, в некоторых случаях, например при обработке крупных, трапецеидальных резьб, резьб на заготовках из труднообрабатываемых или предварительно упрочненных материалов, резьбонакатывание становится экономически невыгодным из-за низкой стойкости инструмента. При накатывании резьбы с осевой подачей (аксиальными резьбонакатными головками или бесстружечными метчиками) преждевременный выход из строя инструмента в значительной степени обусловлен неравномерностью нагружения витков его заборной части. Традиционные методики профилирования заборной части (рис. 1) не обеспечивают равномерного нагружения всех ее витков, что приводит к быстрому износу или разрушению наиболее нагруженного витка. Так как контактные напряжения прямо пропорциональны мгновенной площади пятна контакта инструмента и заготовки (МПК), научным коллективом сотрудников Муромского института (филиала) Владимирского государственного университета разработана оригинальная методика профилирования заборной части инструмента для накатывания наружных и внутренних резьб произволь ной формы профиля (треугольных, трапецеидальных, круглых и т.д.), основанная на расчете МПК каждого витка. Сконструированный по данной методике инструмент (рис. 2) имеет стойкость в 1,5...2 раза больше, чем традиционный.
Рис. 2. Ролики для накатывания наружной резьбы М27х2. Если подставить эти значения в формулы передаточных отношений, то получим ii=V4; i2=1/2; 1з=1; i4=2, т.е. все передаточные отношения отличаются друг от друга в 2 раза (следовательно, знаменатель ряда ф=2). Достоинства механизма Меандра - однорычажное управление, малые осевые размеры и большой диапазон регулирования. Меандр широко применяют в токар-но-винторезных станках для образования первой переборной группы в механизме подач. Основные недостатки механизма Меандра: недостаточно жесткое и точное сопряжение включенных колес, ненадежная смазка и возможность засорения передач через вырезы в корпусе коробки и постоянное вращение всех блоков колес на валах, в том числе и не участвующих в передачи движения. Существуют механизмы Меандра с передвижным зубчатым колесом вместо накидного. В этом случае жесткость конструкции увеличивается, но так как передвижное колесо может сцепляться только с большими колесами блоков, то для получения того же количества передаточных отношений, что и механизме с накидным колесом, требуется большее число блоков зубчатых колес.
|