Головна сторінка Випадкова сторінка
КАТЕГОРІЇ:
АвтомобіліБіологіяБудівництвоВідпочинок і туризмГеографіяДім і садЕкологіяЕкономікаЕлектронікаІноземні мовиІнформатикаІншеІсторіяКультураЛітератураМатематикаМедицинаМеталлургіяМеханікаОсвітаОхорона праціПедагогікаПолітикаПравоПсихологіяРелігіяСоціологіяСпортФізикаФілософіяФінансиХімія
Nach einem Jahr würdt Er . . . schrökhliche betrohungen in ab- . . . . . . . gestalt Nr. 2 bezwungen sich, . . . . . . . . . . n Bluot zu verschreiben. 43 страница
Дата добавления: 2015-10-12; просмотров: 654
|
|
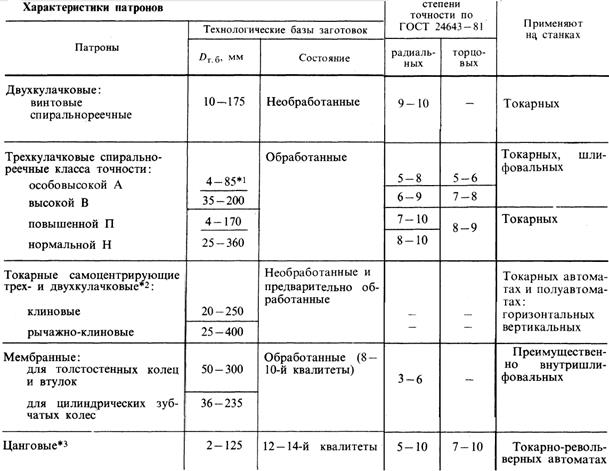
применяют двух-, трех - и четырехкулачковые патроны. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления, только одной детали. В трех-кулачковых самоцентрирующих патронах закрепляют детали круглой и шестигранной формы или круглые прутки большего диаметра. В четырехкулачковых самоцентрирующих патронах закрепляются прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимов.
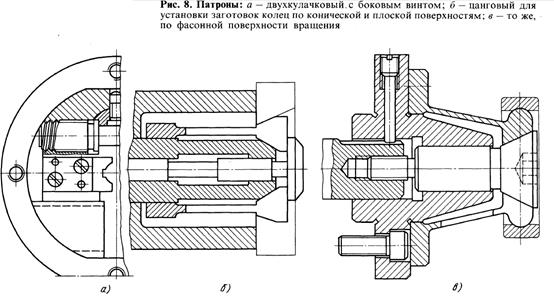
Установку внутренней поверхностью вращения и перпендикулярной к ее оси плоской поверхностью осуществляют с помощью цилиндрических установочных пальцев при обработке заготовок на сверлильных и фрезерных станках или с помощью патронов и оправок (рис. 10 а-д) при обработке деталей типа тел вращения и зубчатых колес на токарных, шлифовальных, зубообрабатывающих и других станках.
Гидропластмассовые патроны и оправки имеют пониженную функциональную надежность из-за высыхания гидропластмассы и утечек газообразной смазки.
Силы закрепления заготовок в гидропластмассовых, цанговых, мембранных, прессовых (с гофрированными втулками) приспособлениях не являются стабильными из-за непостоянства диаметра базовых отверстий в партии заготовок

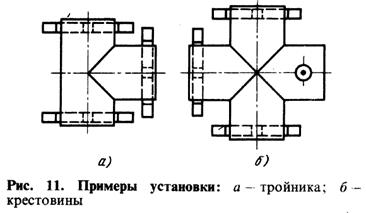
Установку наружными цилиндрическими поверхностями с пересекающимися осями применяют при обработке заготовок тройников, крестовин, задвижек и тому подобных деталей на фрезерных расточных, сверлильных агрегатных, многошпиндельных станках. В качестве основных опор используют призмы (рис. 11а и 11б)
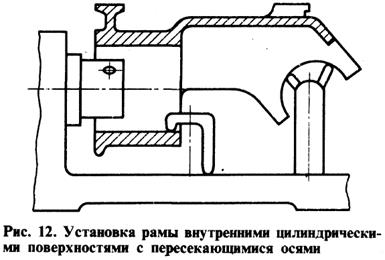
Установку внутренними цилиндрическими поверхностями с пересекающимися (скрещивающимися) осямиприменяют при обработке рами корпусов на фрезерных, сверлильных и расточных станках (рис. 12). Если база - замкнутое отверстие, применяют
регулируемые исамоустанавливающиеся основные опоры, еслибаза - незамкнутое отверстие, используют также и жесткие опоры.
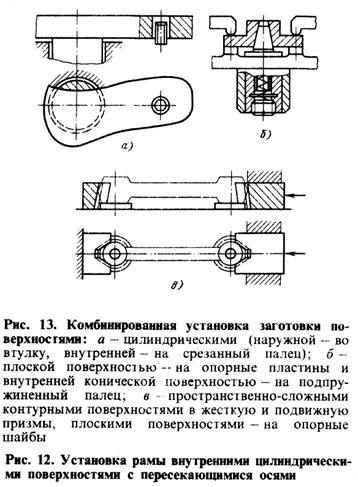
Комбинированную установкуприменяютв том случае, если в качестве баз использованасовокупность элементарных поверхностей (рис.13, а-в).
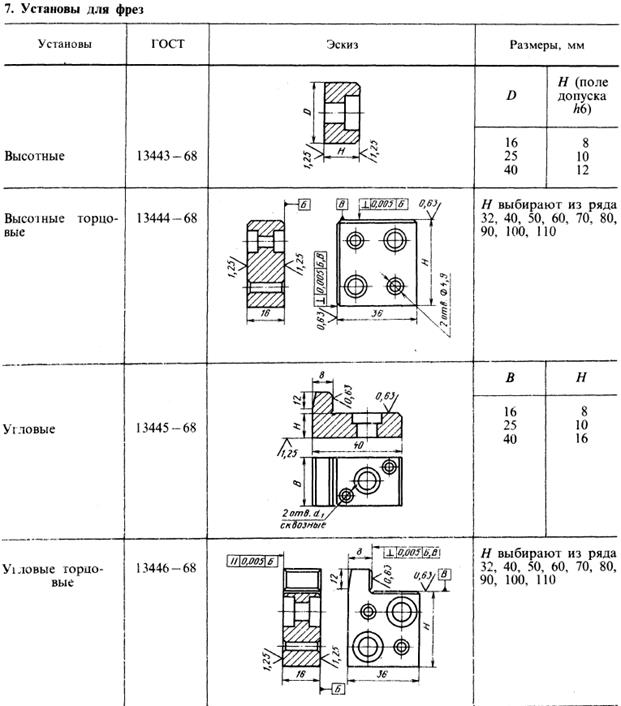
Элементы приспособлений для установки инструмента на размеры.При настройке станка на необходимые размеры используют установы (табл. 7). Они имеют поверхности дляориентации режущего инструмента и занимают на корпусе приспособления требуемое положение относительно элементов для базирования заготовки. При настройке станка для удобства работы и повышения точности применяют щупы, которые размещают между режущим лезвием и установом.